Metal rubber fabricated part and preparation thereof, and preparation method of metal rubber ring
A metal rubber, prefabricated technology, applied in mechanical equipment, shock absorbers, springs/shock absorbers, etc., can solve problems such as large structure size, large height size, cracking, etc., to achieve high weaving quality, tight weaving, large damping effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0050] The metal rubber prefabricated part comprises a core body and a cladding body, and its preparation comprises the following steps:
[0051] Wind and stretch 100g metal wire into a helical structure, the pitch of the helical structure is equal to the diameter, and set aside.
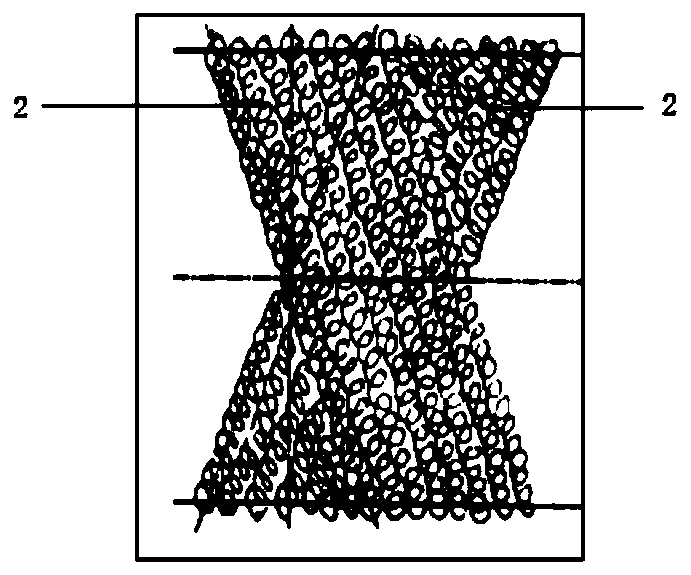
[0052] In a plane, a number of "○"-shaped structures are wound around the helical wire to fill the plane, forming a "○"-shaped braid (such as figure 1 As shown, the size of the helical coil is 20 times the outer diameter of the metal wire), and several layers of "○" type braiding layers are continuously formed on the "○" type braiding layer. Based on the area of the "○"-shaped structures, adjacent "○"-shaped structures overlap by 40% between adjacent layers. The metal wire used for the "○" type braid is 70g, and several layers of "○" type braids are formed as the core.
[0053] Wrapping the above-mentioned core body in the same oblique direction by a helical metal wire forms a first oblique brai...
Embodiment 2
[0055] The preparation of metal rubber ring comprises the steps:
[0056] Wind and stretch 100g metal wire into a helical structure, the pitch of the helical structure is equal to the diameter, and set aside.
[0057] In a plane, a number of "○"-shaped structures are wound around the helical wire to fill the plane, forming a "○"-shaped braid (such as figure 1 As shown, the size of the helical coil is 20 times the outer diameter of the metal wire), and several layers of "○" type braiding layers are continuously formed on the "○" type braiding layer. Based on the area of the "○"-shaped structures, adjacent "○"-shaped structures overlap by 40% between adjacent layers. The metal wire used for the "○" type braid is 70g, and several layers of "○" type braids are formed as the core.
[0058] Wrapping the above-mentioned core body in the same oblique direction by a helical metal wire forms a first oblique braiding layer, and wraps obliquely around the first oblique braiding layer ...
Embodiment 3
[0063] The preparation of metal rubber ring comprises the steps:
[0064] Wind and stretch 100g metal wire into a helical structure, the pitch of the helical structure is equal to the diameter, and set aside.
[0065] In a plane, a number of "○"-shaped structures are wound around the helical wire to fill the plane, forming a "○"-shaped braid (such as figure 1 As shown, the size of the helical coil is 20 times the outer diameter of the metal wire), and several layers of "○" type braiding layers are continuously formed on the "○" type braiding layer. Based on the area of the "○"-shaped structures, adjacent "○"-shaped structures overlap by 40% between adjacent layers. The metal wire used for the "○" type braid is 70g, and several layers of "○" type braids are formed as the core.
[0066] Wrapping the above-mentioned core body in the same oblique direction by a helical metal wire forms a first oblique braiding layer, and wraps obliquely around the first oblique braiding layer ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
| angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com