


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Induction heat treatment method for camshaft end piece
A technology of induction heat treatment and camshaft, applied in heat treatment furnace, heat treatment equipment, improvement of process efficiency, etc., can solve the problems of reduced production efficiency, difficult to harden uniformly on both sides, difficult to harden uniformly, etc., to reduce friction and heat treatment. The effect of reducing energy consumption and improving overall stiffness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
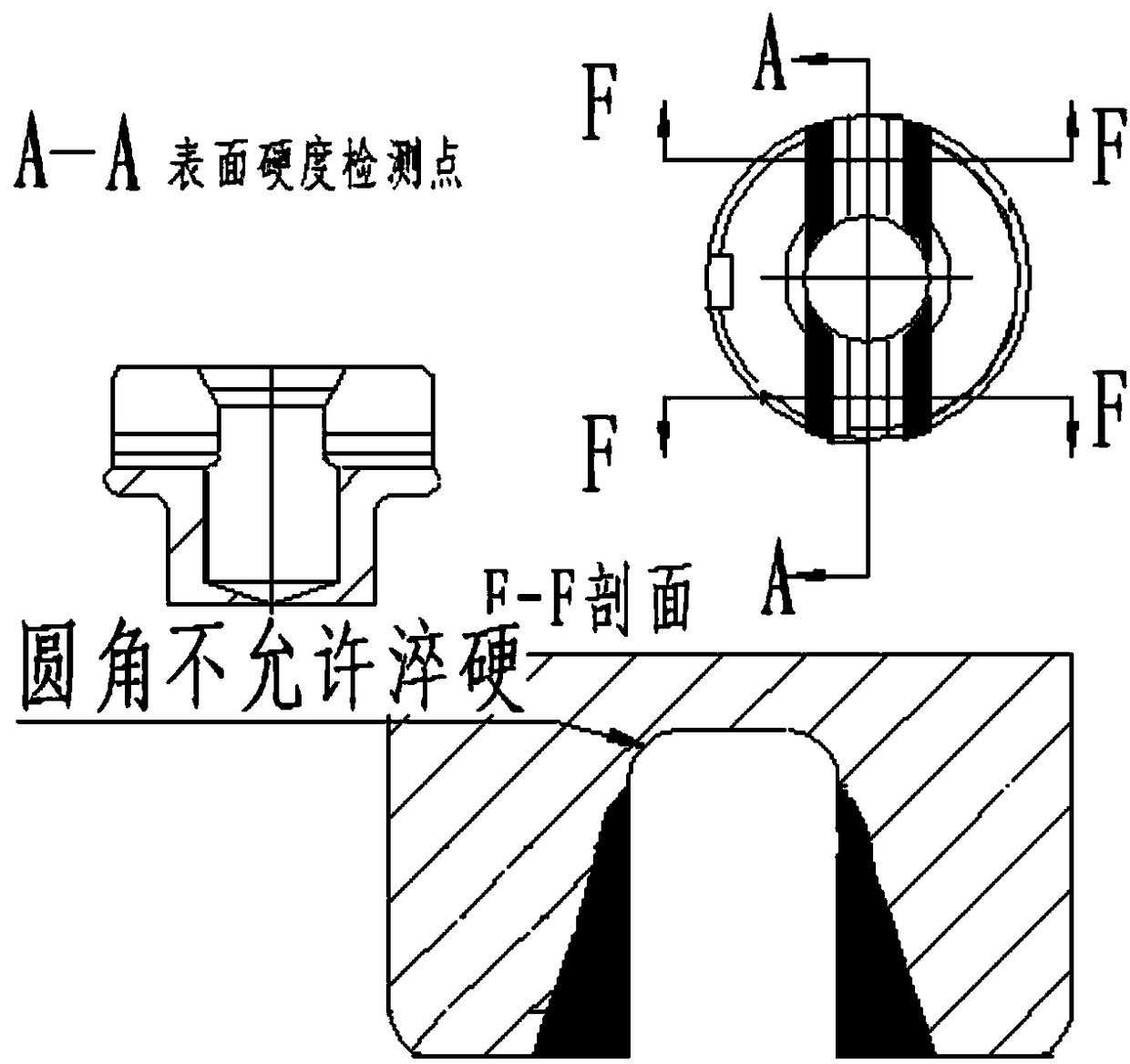
[0025] The material is 42CrMoS 4 Camshaft end piece notch (if attached figure 1 shown) for induction heat treatment, the specific process is: set the induction coil of the induction heating device with a magnetic field concentration device outside the notch of the camshaft end piece, heat for 1.9s at a DC voltage of 160V and a DC current of 85A, and then Use a polyethylene glycol aqueous solution with a temperature of 20°C and a mass fraction of 5% as a quenching medium to cool for 1.0s, immerse in the antirust agent for 3min, place it in a tempering furnace, keep it at 310°C for 2h for tempering, and air cool.
[0026] After testing, the microhardness tester tested that the surface hardness of the notch of the camshaft end piece after the above heat treatment can reach 480HV1, the distance from the surface is 0.10mm≥370HV1, and the depth of the hardened layer is 410HV1=0.5mm, 340HV1≥0.2mm. The metallographic structure of the notch of the end piece tested by the metallographi...
Embodiment 2
[0028] The material is 42CrMoS 4 The notch of the camshaft end piece is subjected to induction heat treatment, and the specific process is: the induction coil of the induction heating device with a magnetic field concentration device is placed outside the notch of the camshaft end piece, and heated at a DC voltage of 220V and a DC current of 145A 2.5s, and then use polyethylene glycol aqueous solution with a temperature of 40°C and a mass fraction of 12% as a quenching medium to cool for 2.5s, then immerse in the antirust agent for 5min, then place it in a tempering furnace, and keep it at 330°C for 2h. Temper and air cool.
[0029] After testing, the microhardness tester tested that the surface hardness of the notch of the camshaft end piece after the above heat treatment can reach 560HV1, the distance from the surface is 0.10mm≥370HV1, and the depth of the hardened layer is 410HV1=2.5mm, 340HV1≥0.2mm. The metallographic structure of the notch of the end piece tested by the ...
Embodiment 3
[0031] The material is 42CrMoS 4 Induction heat treatment for the notch of the camshaft end piece: use an induction heating device with a magnetic field concentration device to induction harden and temper the notch of the camshaft end piece. The specific process is: set the induction coil of the induction heating device on the camshaft The outside of the notch of the end piece is heated for 2.2s at a DC voltage of 190V and a DC current of 115A, then cooled for 1.5s with a polyethylene glycol aqueous solution at a temperature of 30°C and a mass fraction of 8% as a quenching medium, and then immersed in an antirust Put it in the tempering furnace after soaking in the agent for 4 minutes, heat it at 320°C for 2 hours for tempering, and air-cool.
[0032] After testing, the microhardness tester tested that the surface hardness of the notch of the camshaft end piece after the above heat treatment can reach 520HV1, the distance from the surface is 0.10mm≥370HV1, and the depth of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com