A processing method of fine-grained cubic texture anti-corrosion fatigue aluminum alloy plate
A technology of aluminum alloy sheet and cubic texture, which is applied in the processing field of skin material and preparation of corrosion-resistant fatigue-damaged aluminum alloy sheet, which can solve the problems that cannot meet the performance requirements of aircraft service, and achieve excellent corrosion-resistant fatigue performance and inhibit recovery phenomenon, the effect of retaining deformation energy storage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
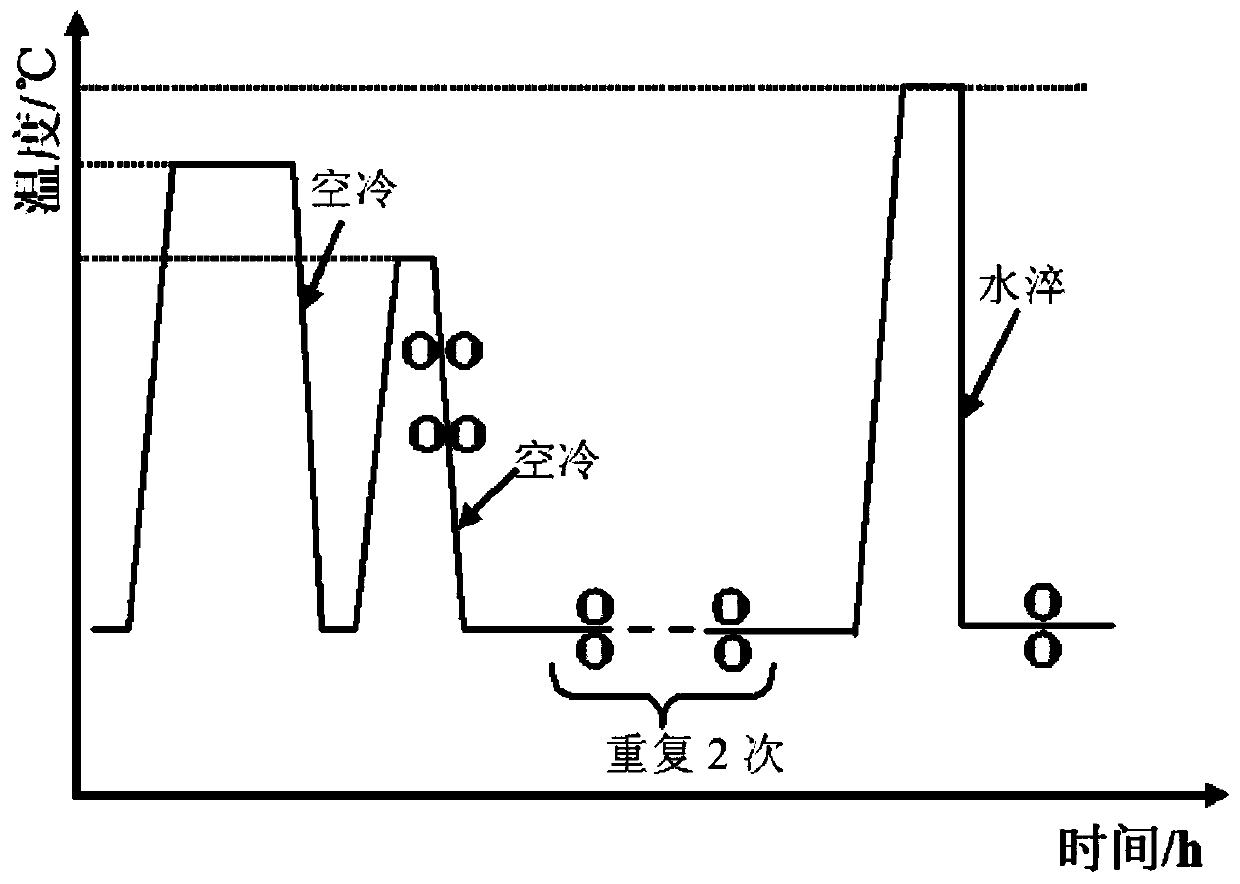
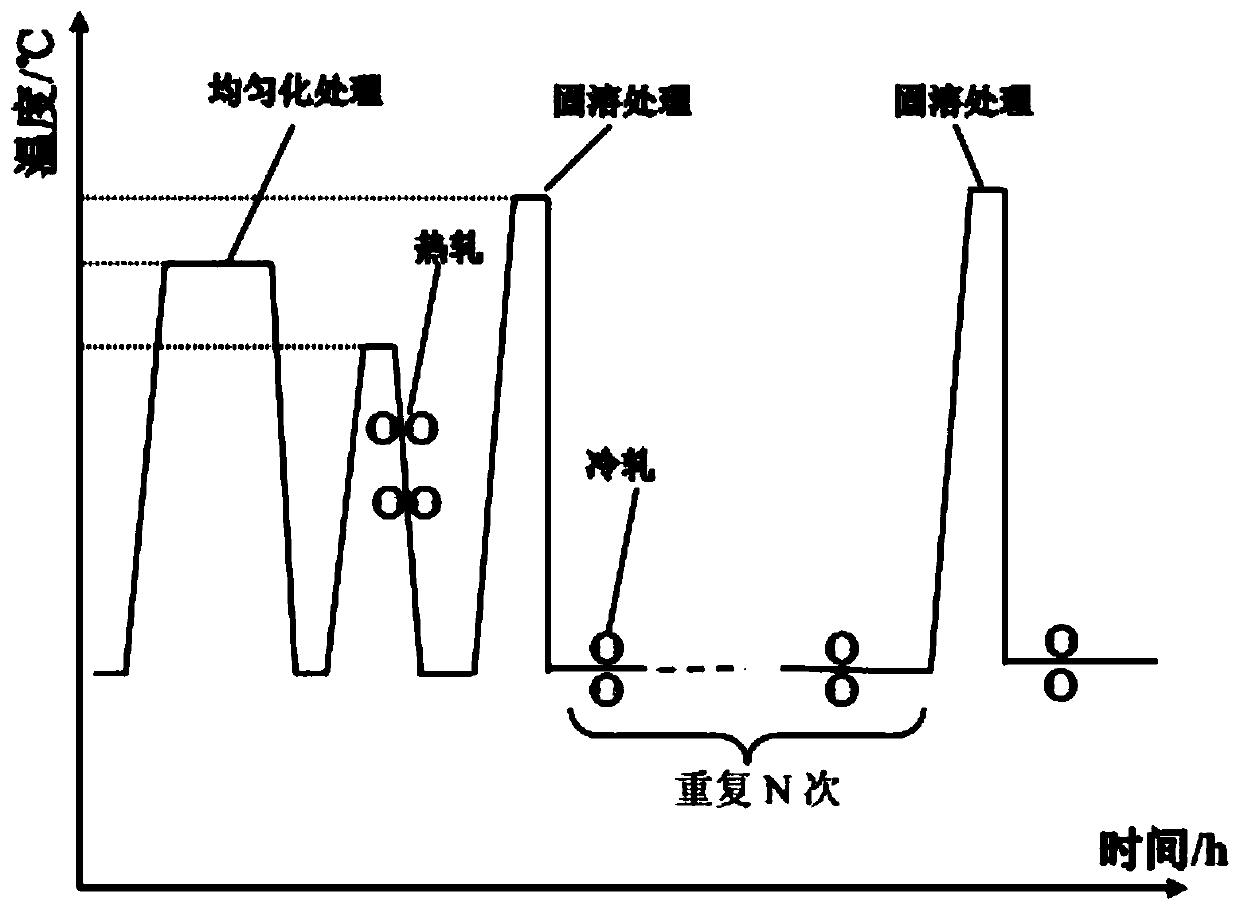
[0119] 1. Homogenize the 40mm aluminum alloy ingot at 495°C for 18 hours, then air cool;
[0120] 2. Keep the cast ingot at a temperature of 450°C for 1 hour, then perform hot rolling deformation to 6.0mm, and air-cool;
[0121] 3. The hot-rolled sheet is subjected to solution treatment at 500°C for 0.5h, and then water quenched;
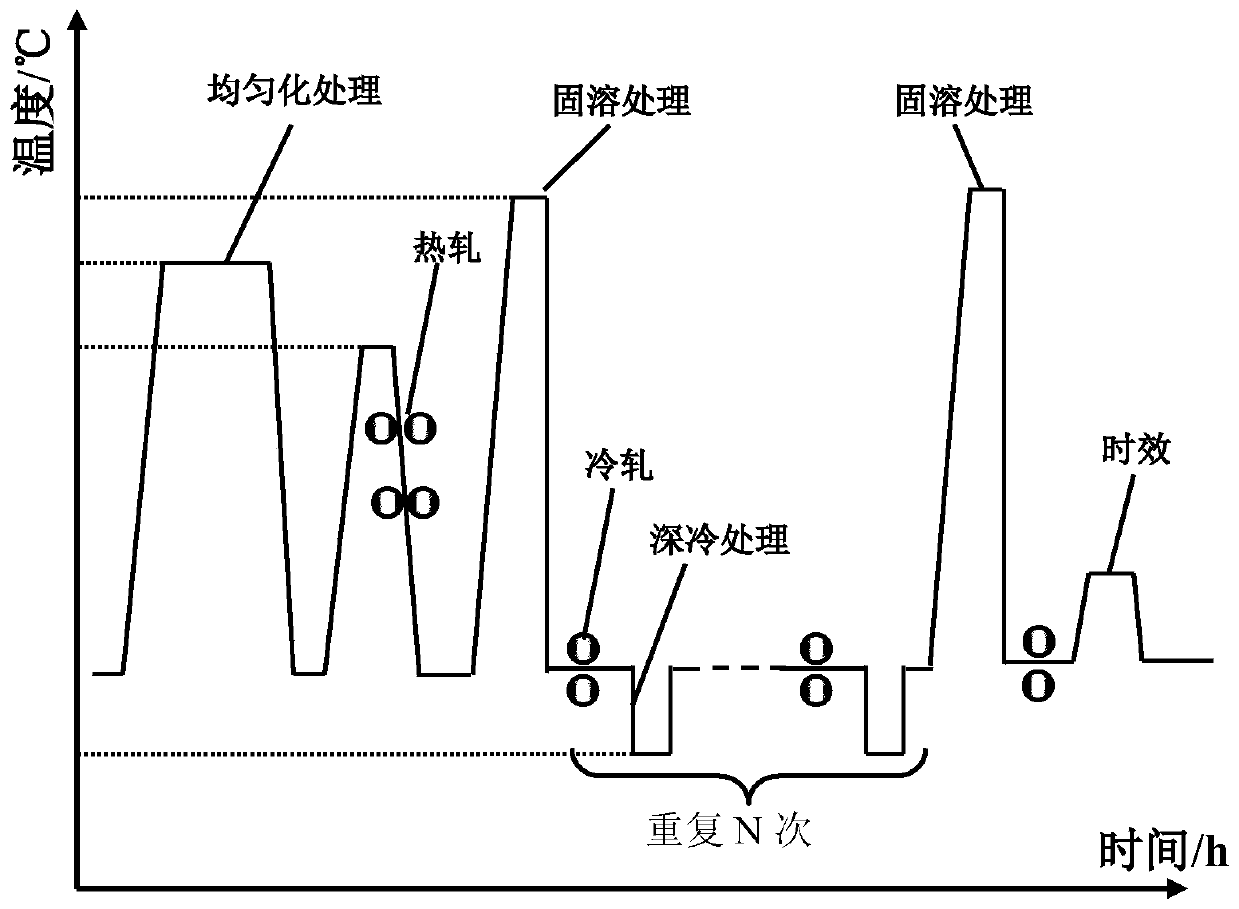
[0122] 4. The plate is cold-rolled at room temperature, and the deformation of each pass is 0.8mm. After each pass of deformation, the plate is placed in liquid nitrogen for 10 minutes of cryogenic treatment, until the final thickness is 2.0mm;
[0123] 5. The plate is subjected to solid solution treatment at 500°C for 0.5h, and then water quenched;
[0124] 6. Carry out 0.2mm cold rolling deformation treatment;
[0125] 7. Short-term artificial aging of the plate at 195°C for 15 minutes, and then air-cooled to room temperature.
[0126] Its performance test values are shown in Tables 1 and 2.
[0127] The reason for the reduction of the corrosi...
Embodiment 2
[0130] The specific implementation steps are:
[0131] 1. Homogenize the 40mm aluminum alloy ingot at 490°C for 24 hours, then air cool;
[0132] 2. Heat the ingot at 420°C for 1 hour, then hot-roll and deform it to 8mm, and air-cool;
[0133] 3. The hot-rolled plate is subjected to solution treatment at 505°C for 15 minutes, and then water quenched;
[0134] 4. The plate is cold-rolled at room temperature, and the deformation of each pass is 1.0 mm. After each pass of deformation, the plate is placed in liquid nitrogen for 15 minutes of cryogenic treatment, until the final thickness is 2.0 mm;
[0135] 5. The plate is subjected to solid solution treatment at 505°C for 40 minutes, and then water quenched;
[0136] 6. Carry out 0.2mm cold rolling deformation treatment;
[0137] 7. Short-term artificial aging of the plate at 190°C for 0.5h, and then air-cooled to room temperature.
[0138] The grains of the alloy in Example 2 of the present invention are equiaxed, and the gr...
Embodiment 3
[0150] The specific implementation steps are:
[0151] 1. Homogenize the 40mm aluminum alloy ingot at 485°C for 48h, then air cool;
[0152] 2. Heat the ingot at 450°C for 1 hour, then hot-roll and deform it to 6mm, and air-cool;
[0153] 3. The hot-rolled plate is subjected to solution treatment at 495°C for 40 minutes, and then water quenched;
[0154] 4. The plate is cold-rolled at room temperature, and the deformation of each pass is 0.9 mm. After each pass of deformation, the plate is placed in liquid nitrogen for 15 minutes of cryogenic treatment, until the final thickness is 1.5 mm;
[0155] 5. The plate is subjected to solid solution treatment at 505°C for 15 minutes, and then water quenched;
[0156] 6. Carry out 0.2mm cold rolling deformation treatment;
[0157] 7. Short-term artificial aging of the plate at 195°C for 15 minutes, and then air-cooled to room temperature.
[0158] The texture volume fraction of the alloy prepared by the method of embodiment 3
[0...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com