A cooling wall and its processing method
A processing method and stave technology, applied in cooling devices, metal processing equipment, manufacturing tools, etc., can solve problems such as rising production costs, and achieve the effects of accelerated complete melting, good protection, and good cooling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
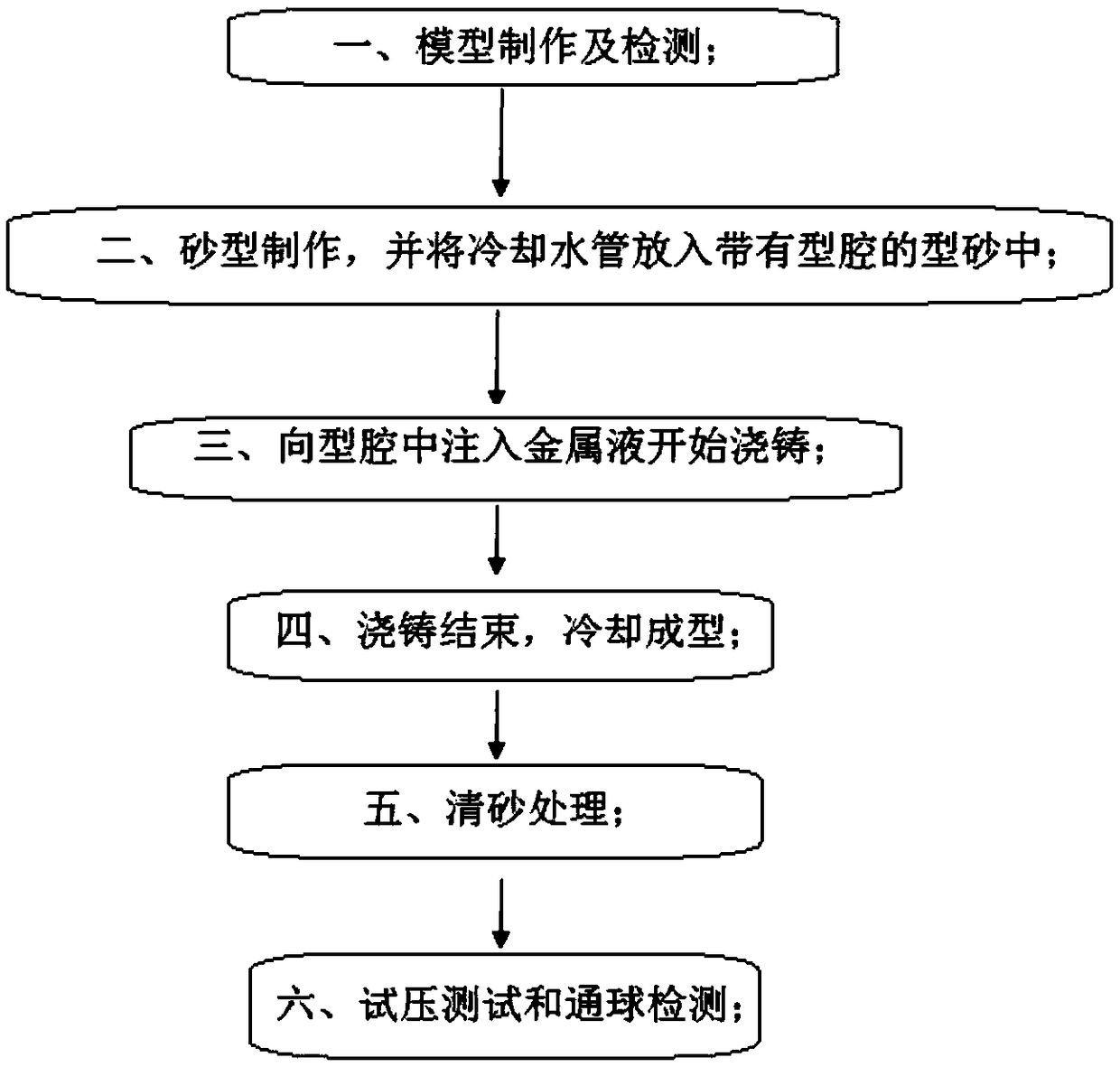
[0042] A kind of stave processing method of the present embodiment, comprises the following steps:
[0043] Step 1. Manufacturing and testing of stave wooden molds: making stave wooden molds according to the structural shape of stave body 1, and testing the shape and dimension accuracy of the stave wooden molds, and selecting qualified products to enter the next process; 1 is structured as Figure 4 shown, press Figure 4In terms of the middle position, the bottom surface of the stave body 1 bottom is the inner working surface, and the inner side surface of the stave body 1 is provided with a brick-embedded groove 101 for inlaying refractory bricks; The overall length and width of the inner side of the brick-embedded groove 101 is 1.6% larger than that of the stave body 1, and the overall length and width of the outer side of the wooden formwork of the stave away from the brick-embedded groove 101 is 2.1% larger than that of the stave body 1. The pre-expansion design of the ...
Embodiment 2
[0060] A kind of processing method of stave of the present embodiment is basically the same as embodiment 1, and difference is:
[0061] In step 1 of the present embodiment, the stave wood formwork is provided with the length and width of the inner side of the brick-embedded groove 101. The overall size is 1.8% larger than the stave body 1, and the length and width of the outer side of the stave wood formwork away from the brick-embedded groove 101 are overall. The dimensions are all 2.2% larger than the stave body 1 .
[0062] In the present embodiment, the thickness H1 of the cold iron 111 is 2 / 3 of the wall thickness H2 of the cooling water pipe, and the monolithic length of the cuboid-shaped cold iron 111 is 5 cm, and the width is 5 cm. The total length L1 of the cold iron 111 at the bottom of the cooling water pipe is The extension length of the cooling water pipe is 1 / 35 of L2, and the cold iron 111 at the lower part of the cooling water pipe is installed obliquely, and ...
Embodiment 3
[0066] A kind of processing method of stave of the present embodiment is basically the same as embodiment 1, and difference is:
[0067] In step 1 of the present embodiment, the length and width of the inner side of the stave wood formwork provided with the brick-embedded groove 101 are all 1.7% larger than the stave body 1, and the length and width of the outer side of the stave wood formwork away from the brick-embedded groove 101 are overall The dimensions are all 2.2% larger than the stave body 1 .
[0068]In the present embodiment, the monolithic cold iron 111 of rectangular parallelepiped sheet has a length of 5.5 cm and a width of 4.5 cm. The total length L1 of the cold iron 111 at the bottom of the cooling water pipe is 1 / 30 of the extended length L2 of the cooling water pipe. 111 is installed obliquely, and the angle α between it and the horizontal plane is 8°.
[0069] In Step 3 of this embodiment, the molten steel is cooled for 4 minutes before casting, and the cas...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com