Sprayable polypropylene composite material free of flame treatment and preparation method thereof
A technology of flame treatment and composite materials, which is applied in the field of sprayable polypropylene composite materials and polypropylene composite materials, which can solve the problems of large equipment investment, long flame baking process, and poor painting effect of parts, so as to reduce manufacturing costs , good effect of paint adhesion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
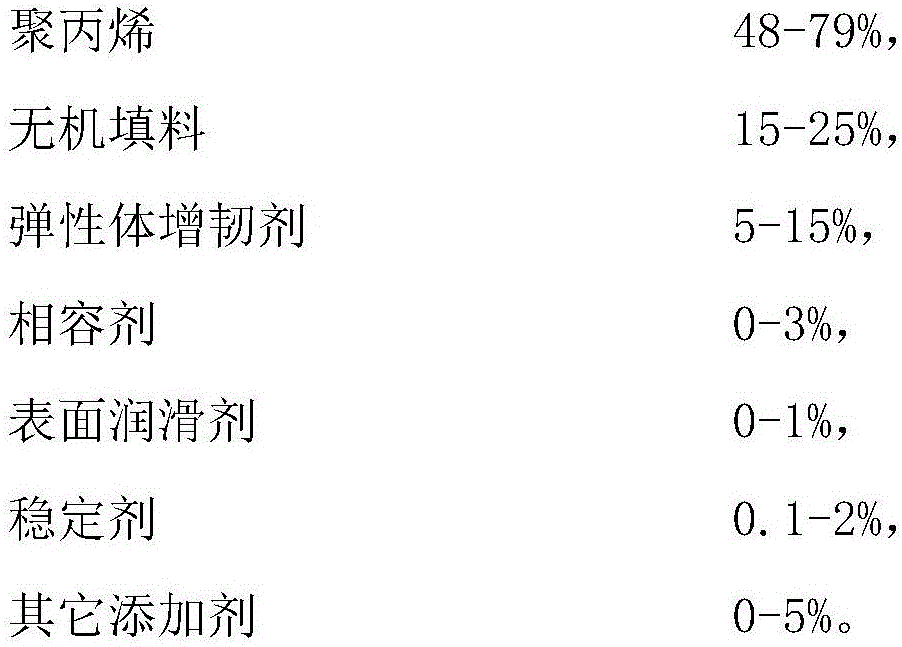
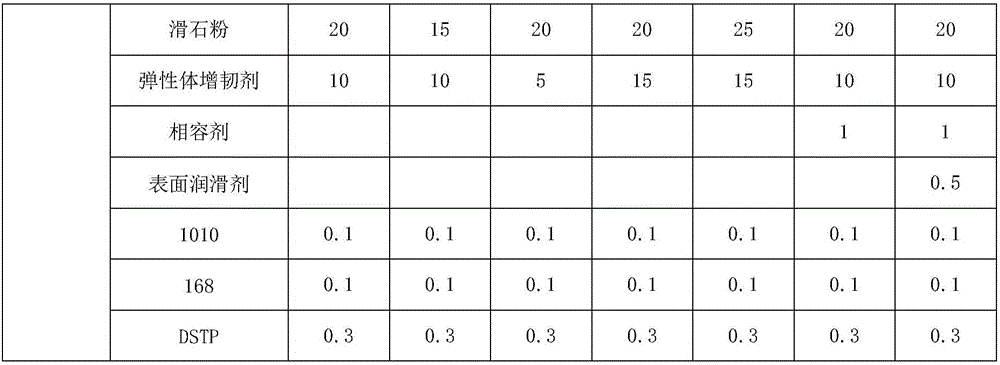
[0031] Weigh 74.5% of polypropylene, 15% of talc, 10% of elastomer toughening agent, 0.1% of Irganox 1010, 0.1% of Igrafos 168, 0.3% of Negonox DSTP, and dry mix in a high-speed mixer for 5 minutes , and then added to the twin-screw extruder for melt extrusion and granulation, wherein the temperature inside the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw extrusion The output speed is 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples. The panels were painted without flame treatment and tested for paint peeling.
Embodiment 2
[0033] Weigh 74.5% of polypropylene, 20% of talcum powder, 5% of elastomer, 0.1% of Irganox 1010, 0.1% of Igrafos 168, and 0.3% of Negonox DSTP in a high-speed mixer for 5 minutes, then add Melting extrusion granulation in a twin-screw extruder, where the temperature inside the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C at the head, and the speed of the twin-screw extruder 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples. The panels were painted without flame treatment and tested for paint peeling.
Embodiment 3
[0035] Weigh 64.5% of polypropylene, 20% of talc, 15% of elastomer toughening agent, 0.1% of Irganox 1010, 0.1% of Igrafos 168, 0.3% of Negonox DSTP, and dry mix in a high-speed mixer for 5 minutes , and then added to the twin-screw extruder for melt extrusion and granulation, wherein the temperature inside the screw barrel is: 200°C in the first zone, 210°C in the second zone, 210°C in the third zone, 210°C in the fourth zone, 220°C in the head, twin-screw extrusion The output speed is 400 rpm. After the particles are dried, they are injection molded on an injection molding machine to prepare samples. The panels were painted without flame treatment and tested for paint peeling.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com