
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A Spinning Forming Method for Making Soft Magnetic Alloy Cylindrical Parts
A technology of spinning forming and soft magnetic alloy, which is applied in the direction of manufacturing tools, heat treatment equipment, furnace types, etc., can solve the problems of low forming quality and low magnetic performance, and achieve the goal of improving utilization rate, good magnetic performance and good forming quality Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
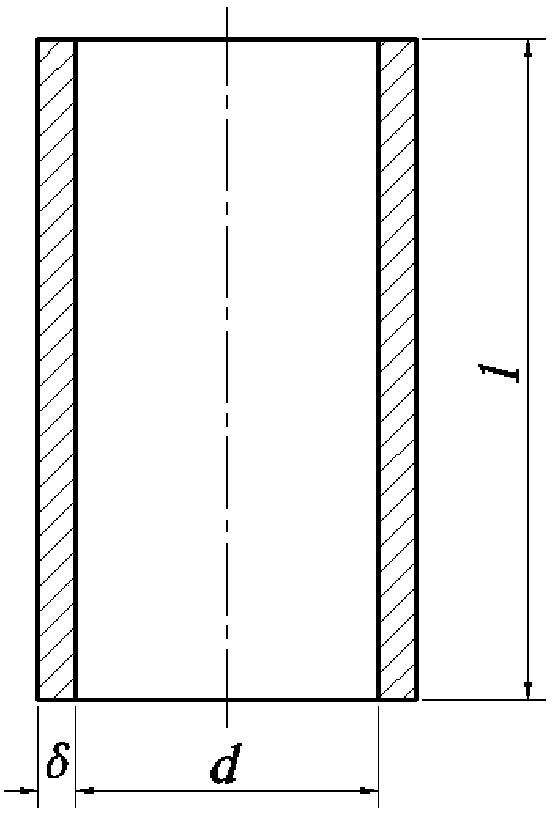
[0049] As shown in 1. The soft magnetic alloy cylindrical part is made of 1J50 soft magnetic alloy (the content of Fe and Ni is about 50%), the inner diameter d=50mm, the wall thickness δ=1mm, and the length l=240mm. Magnetic performance requirements: maximum permeability ≥ 65mH / m, coercive force ≤ 8.8A / m, saturation magnetic induction = (1.5±0.1)T.
[0050] 1. Use the 1J50 soft magnetic alloy tube with a specification of Φ60*5mm prepared by the factory as the blank, with an inner diameter of 50mm and a wall thickness of 5mm (such as Figure 4 As shown), the wall thickness of the parts required for forming the tube blank of this specification is reduced from 5mm to 1mm, and the thinning rate is 80%.
[0051] A margin of 8mm is left at the bottom of the tube blank as a fixed part during spinning, and the trimming margin at the mouth is 10mm. According to the principle of constant volume, the length of the tube blank should be calculated to be 55mm.
[0052] 2. Put the tube bl...
Embodiment 2
[0058] The soft magnetic alloy cylindrical piece is made of 1J50 soft magnetic alloy (the content of Fe and Ni is about 50%), and the shape is as figure 1 Shown, its inner diameter d=80mm, wall thickness δ=2mm, length l=200mm. Magnetic performance requirements: maximum permeability ≥ 68mH / m, coercive force ≤ 7.5A / m, saturation magnetic induction = (1.5±0.1)T.
[0059] 1. Use the 1J50 soft magnetic alloy tube prepared by the factory with a specification of Φ90*5mm as the blank, with an inner diameter of 80mm and a wall thickness of 5mm (such as Figure 4 As shown), the wall thickness of the parts required for forming the tube blank of this specification is reduced from 5mm to 2mm, and the thinning rate is 60%.
[0060] A margin of 8mm is left at the bottom of the tube blank as a fixed part during spinning, and the trimming margin at the mouth is 10mm. According to the principle of constant volume, the length of the tube blank should be calculated to be 48mm.
[0061] 2. Put t...
Embodiment 3
[0066] The soft magnetic alloy cylindrical piece is made of 1J50 soft magnetic alloy (the content of Fe and Ni is about 50%), and the shape is as figure 1 Shown, its inner diameter d=60mm, wall thickness δ=2mm, length l=170mm. Magnetic performance requirements: maximum permeability ≥ 70mH / m, coercive force ≤ 7.0A / m, saturation magnetic induction = (1.5±0.1)T.
[0067] 1. Use the 1J50 soft magnetic alloy tube with a specification of Φ70*5mm prepared by the factory as the blank, with an inner diameter of 60mm and a wall thickness of 5mm (such as Figure 4 As shown), the wall thickness of the parts required for forming the tube blank of this specification is reduced from 5mm to 3mm, and the thinning rate is 40%.
[0068] A margin of 8mm is left at the bottom of the tube blank as a fixed part during spinning, and the trimming margin at the mouth is 10mm. According to the principle of constant volume, the length of the tube blank should be calculated to be 112mm.
[0069] 2. Put ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| length | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com