Zinc-plated double-phase steel and production method thereof
A dual-phase steel and fire production line technology, applied in the field of cold-rolled steel, can solve the problems of unutilized production line, production efficiency and production capacity reduction, and achieve the characteristics of improving production efficiency and austenite hardenability, Alloy smelting simple effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
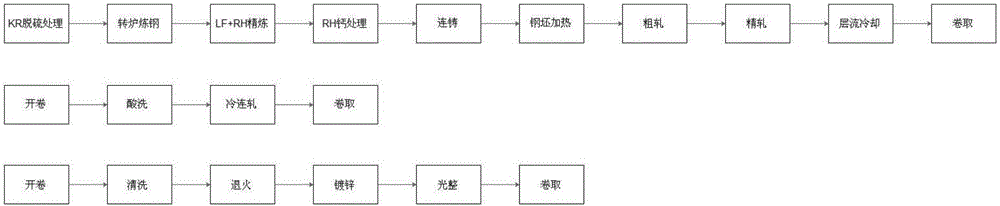
[0048] The molten iron is subjected to KR desulfurization treatment, conventional converter smelting, LF+RH refining treatment, RH calcium treatment, and then continuous casting; the slab smelting composition is: C: 0.095%, Si: 0.15%, Mn: 1.50%, P: 0.010 %, S: 0.003%, Alt: 0.035%, Cr: 0.20%, Mo: 0.29%, N: 0.003%, and the rest are iron and other unavoidable impurities.
[0049] The slab is heated at 1270°C for 3.1 hours, the final rolling temperature is 880°C, and the coiling temperature is 660°C; then it is decoiled on the pickling mill to straighten and break phosphorus, and then enters a shallow tank for turbulent pickling to remove its surface oxide scale After entering the 5-stand cold tandem rolling mill, the reduction rate is 65%; the final annealing unit entrance is uncoiled and cleaned, and then enters the vertical annealing furnace. 700°C, cooling rate: 3.5°C / s, outlet temperature of the fast cooling section is 460°C, cooling rate: 23°C / s, then enters the galvanizing ...
Embodiment 2
[0051] The molten iron is subjected to KR desulfurization treatment, conventional converter smelting, LF+RH refining treatment, RH calcium treatment, and then continuous casting; the slab smelting composition is: C: 0.110%, Si: 0.24%, Mn: 1.45%, P: 0.010 %, S: 0.004%, Alt: 0.055%, Cr: 0.16%, Mo: 0.27%, N: 0.003%, and the rest are iron and other unavoidable impurities.
[0052] The slab is heated at 1260°C for 3.2 hours, the final rolling temperature is 880°C, and the coiling temperature is 670°C; then it is decoiled on the pickling mill, stretched, straightened, and phosphorus is broken, and then enters a shallow tank for turbulent pickling to remove the surface oxide scale Then enter the 5-stand cold tandem rolling mill with a reduction rate of 75%; the final annealing unit is uncoiled and cleaned at the entrance and then enters the vertical annealing furnace. ℃, cooling rate: 10℃ / s, then enter the galvanizing pot for galvanizing, exit the galvanizing pot for air cooling, and...
Embodiment 3
[0054] The molten iron is subjected to KR desulfurization treatment, conventional converter smelting, LF+RH refining treatment, RH calcium treatment, and then continuous casting; the slab smelting composition is: C: 0.115%, Si: 0.22%, Mn: 1.50%, P: 0.012 %, S: 0.004%, Alt: 0.025%, Cr: 0.15%, Mo: 0.26%, N: 0.002%, and the rest are iron and other unavoidable impurities.
[0055] The slab is heated at 1230°C for 3.2 hours, the final rolling temperature is 860°C, and the coiling temperature is 660°C; then it is decoiled on the pickling mill to straighten and break phosphorus, and then enters a shallow tank for turbulent pickling to remove the surface oxide scale After entering the 5-stand cold tandem rolling mill, the reduction rate is 65%; the final annealing unit entrance is uncoiled and cleaned and then enters the vertical annealing furnace. 700°C, cooling rate: 5.0°C / s, outlet temperature of the fast cooling section is 460°C, cooling rate: 23°C / s, then enters the galvanizing p...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com