Welded joint structure of thick-walled large-diameter pipe and its welding construction method
A technology of welding joints and construction methods, which is applied in the direction of welding/welding/cutting items, welding equipment, manufacturing tools, etc., can solve the problems of high risk of reheating cracks, coarse grains, high technical difficulty, etc., and achieve reliability , the effect of preventing reheat cracks
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
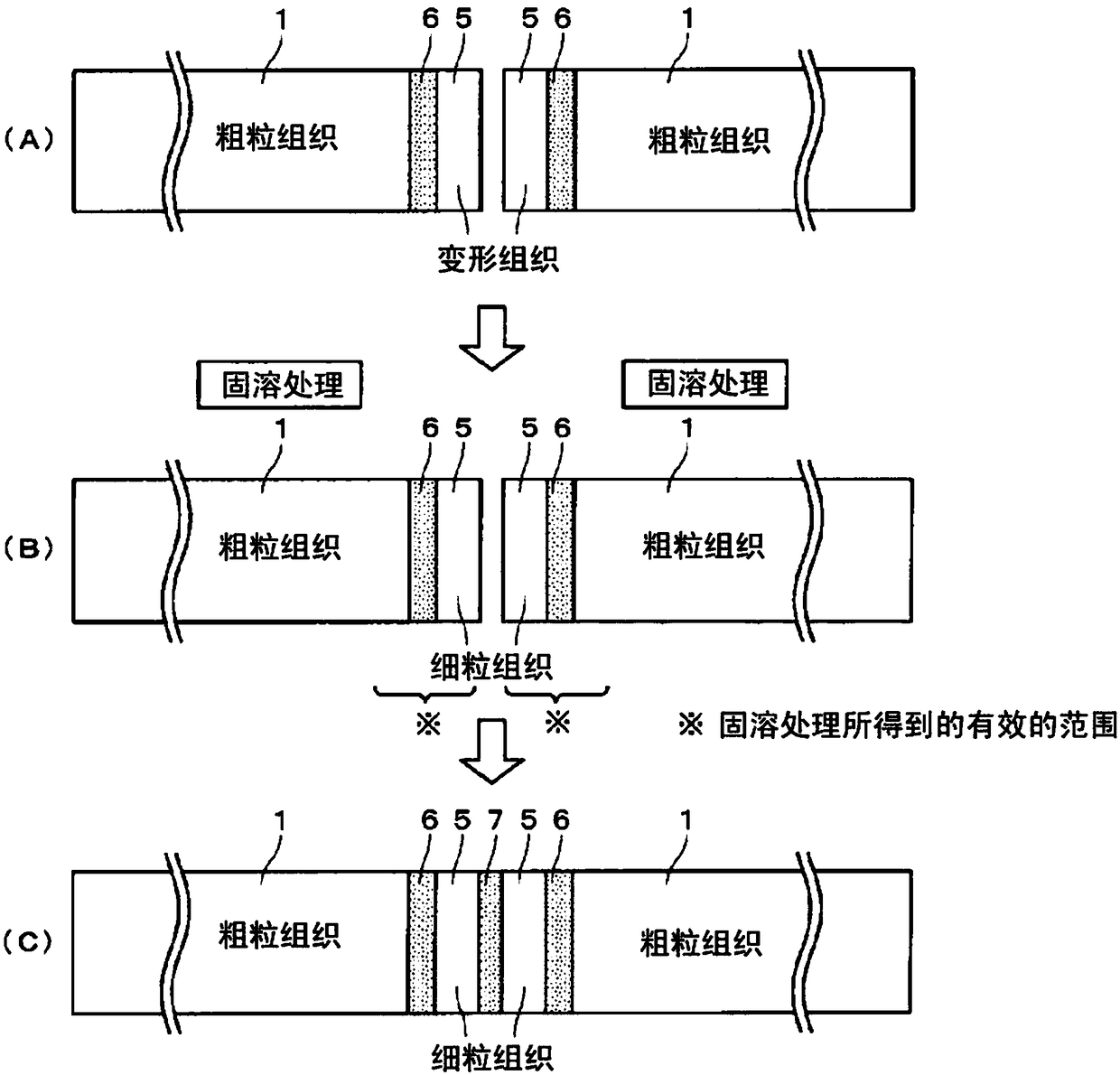
[0044] figure 1 In order to show the welding joint structure and welding construction method of the thick-walled large-diameter tube in the boiler, which is the main equipment in the next-generation ultra-supercritical pressure power generation equipment, and the welding construction method, from the tube welding part to the final welding A map of the construction status.
[0045] First, if figure 1 As shown in (A), a pair of thick-walled large-diameter tubes with a wall thickness of 20mm, a diameter of 165.2mm, and a length of 3m formed by a Ni-based alloy (Alloy617; 52Ni-22Cr-13Co-9Mo-Ti-1Al) 1, 1 Weld respectively intermediate members (short tubes) 5, 5 made by material manufacturers and made of the same material with a wall thickness of 20 mm, a diameter of 165.2 mm, and a length of 150 mm.
[0046] It should be noted that the aforementioned thick-walled and large-diameter pipe 1 is obtained from a steel pipe manufacturer among the material manufacturers as follows: ho...
Embodiment 2
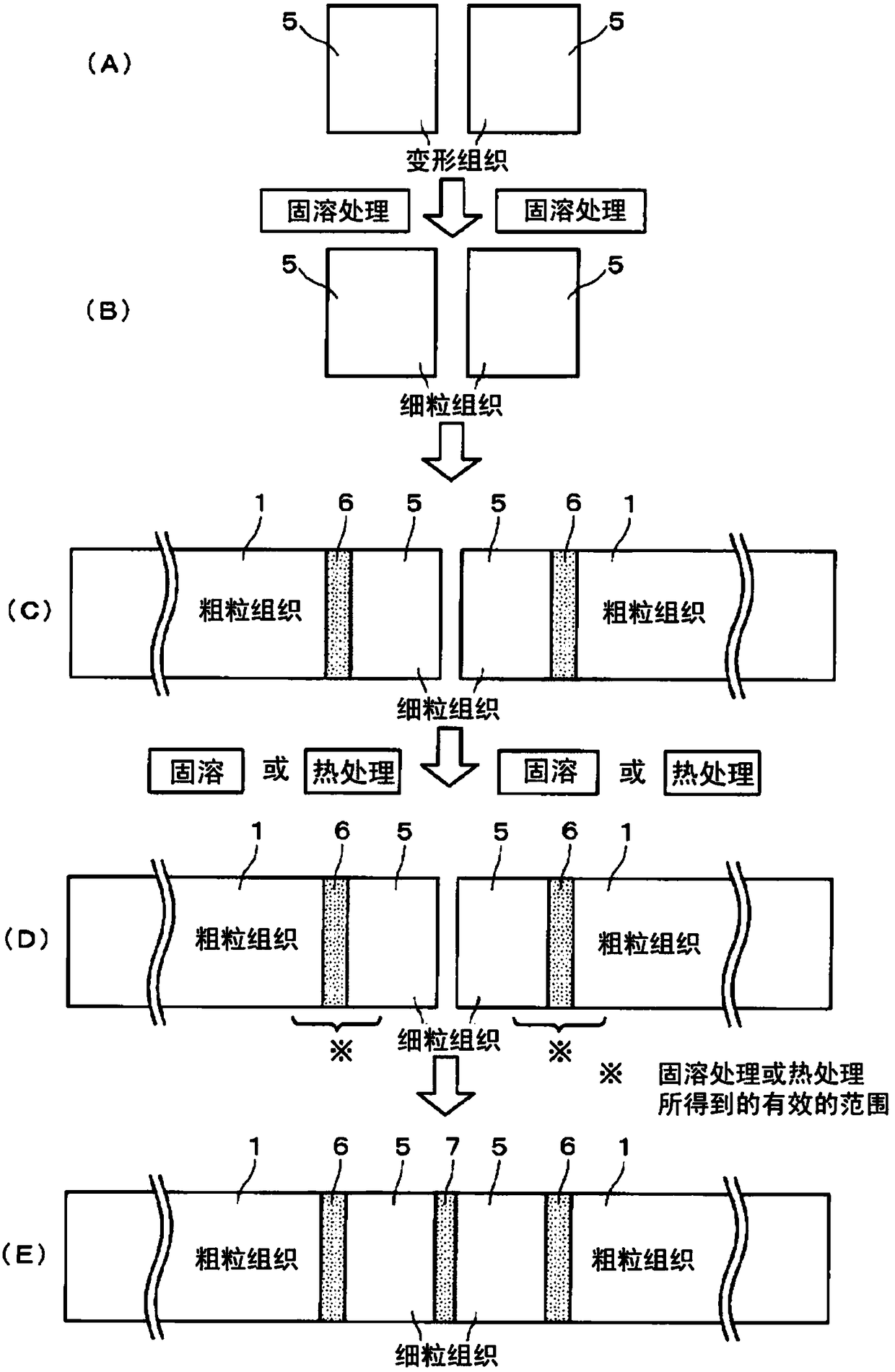
[0056] figure 2 In order to show the welding joint structure and welding construction method of the thick-walled large-diameter tube in the boiler, which is the main equipment of the next-generation ultra-supercritical pressure power generation equipment, in this embodiment, the construction of the pipe welding part until the final welding status diagram.
[0057] First, if figure 2 As shown in (A) and (C), a pair of thick-walled large-diameter tubes 1, 1 with a wall thickness of 20mm, a diameter of 165.2mm, and a length of 3m formed by a Ni-based alloy (Alloy617) (refer to figure 2 (C)) and an intermediate member 5 with a wall thickness of 20 mm, a diameter of 165.2 mm, and a length of 250 mm formed of the same material, are processed by hot forging or cold forging at a forging factory in the same manner as in Example 1 in order to improve the degree of processing and form a deformed structure. to make. First, the length and shape are formed by forging, and the inner di...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com