Liquid die forging die and method for jaw plate of crusher
A technology of liquid die forging and crusher, which is applied in the field of liquid die forging molds, can solve the problems of low production efficiency of bimetal composite jaw plate, weak combination of ingot and matrix, and inability to form a large-thick wear-resistant layer, etc. Achieve the effect of eradicating waste sand pollution, avoiding welding failure and long service life
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
[0067] Embodiment 1, the liquid die forging of high manganese steel jaw plate
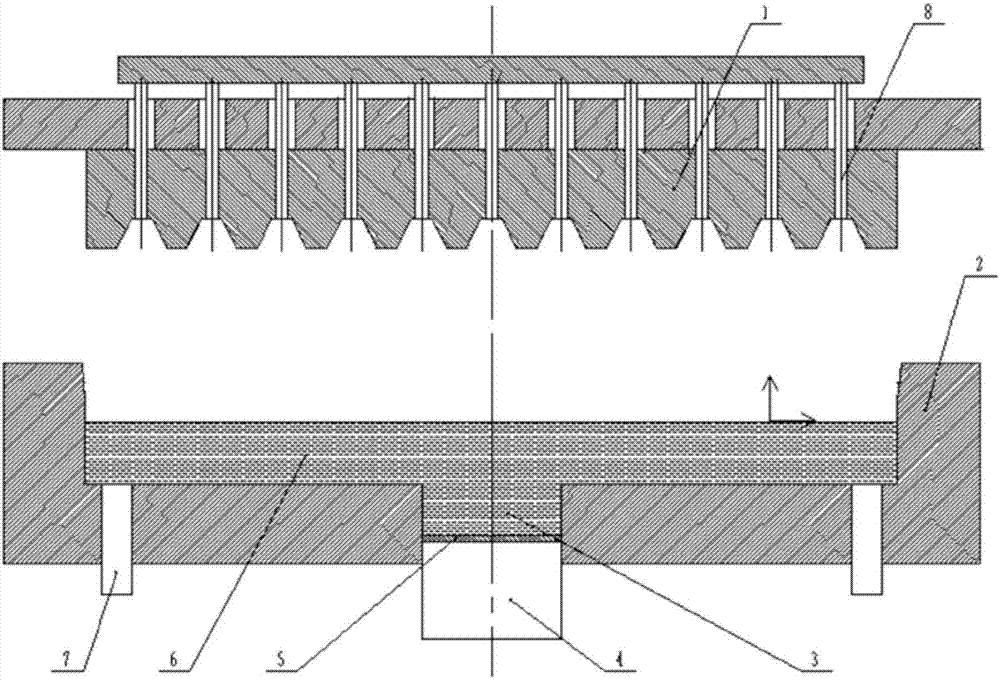
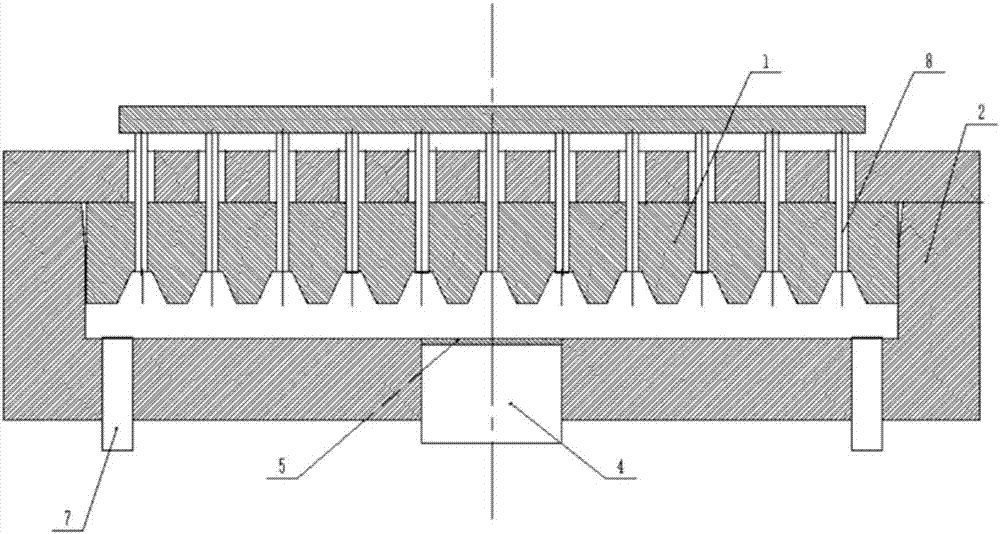
[0068] A liquid die forging die for a jaw plate of a crusher, comprising an upper punch 1, a lower die 2, a lower punch 4, an upper ejector rod 8 and a lower ejector rod 7; the lower die 2 has a lower die cavity inside.
[0069] The upper pressing head 1 is installed on the pressurizing equipment, and the shape and size of its lower end surface are adapted to the shape and size of the working surface of the jaw plate, and can be inserted into the lower mold cavity to move up and down to provide downward pressure for The working surface of the jaw plate is formed, and anti-wear teeth matching the lower end surface of the upper pressing head 1 are formed on the working surface of the jaw plate.
[0070] The unilateral movement gap between the two end sidewalls of the upper pressing head 1 and the two end sidewalls in the lower mold cavity is 0.1mm.
[0071] The upper indenter 1 is made of hot work d...
Embodiment 2
[0090] Embodiment 2, a kind of high chromium cast iron jaw plate liquid die forging
[0091] A liquid die forging die for a jaw plate of a crusher, comprising an upper punch 1, a lower die 2, a lower punch 4, an upper ejector rod 8 and a lower ejector rod 7; the lower die 2 has a lower die cavity inside.
[0092] The upper pressing head 1 is installed on the pressurizing equipment, and the shape and size of its lower end surface are adapted to the shape and size of the working surface of the jaw plate, and can be inserted into the lower mold cavity to move up and down to provide downward pressure for The working surface of the jaw plate is formed, and anti-wear teeth matching the lower end surface of the upper pressing head 1 are formed on the working surface of the jaw plate.
[0093] On the basis of the above solution, the unilateral movement gap between the two end side walls of the upper indenter 1 and the two end side walls in the lower mold cavity is 0.18 mm.
[0094]Th...
Embodiment 3
[0113] Embodiment 3, low alloy steel jaw plate
[0114] A liquid die forging die for a jaw plate of a crusher, comprising an upper punch 1, a lower die 2, a lower punch 4, an upper ejector rod 8 and a lower ejector rod 7; the lower die 2 has a lower die cavity inside.
[0115] The upper pressing head 1 is installed on the pressurizing equipment, and the shape and size of its lower end surface are adapted to the shape and size of the working surface of the jaw plate, and can be inserted into the lower mold cavity to move up and down to provide downward pressure for The working surface of the jaw plate is formed, and anti-wear teeth matching the lower end surface of the upper pressing head 1 are formed on the working surface of the jaw plate.
[0116] The unilateral movement gap between the two end sidewalls of the upper pressing head 1 and the two end sidewalls in the lower mold cavity is 0.25 mm.
[0117] The upper indenter 1 is made of hot work die steel, and there are exhau...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com