Method for preparing ceramic particle enhanced metal matrix composite coating in laser cladding mode through asynchronous powder feeding method
A technology of metal-based composite and ceramic particles, which is applied in the coating process and coating of metal materials, can solve the problems that the coating thickness is difficult to control accurately, affects the performance of the coating, and the uneven distribution of ceramic particles melts and decomposes, so as to reduce the deviation Polymerization and uneven distribution, easy control of coating thickness and dilution rate, and simple process flow
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] Preparation of WC ceramic particles reinforced Ni-based alloy composite coating by asynchronous powder feeding method:
[0033] (1) 304 stainless steel is selected as the substrate for laser cladding. The substrate size is 30mm×50mm×3mm. It is cleaned with acetone before use, and then sandblasted with 100-mesh brown corundum. The sandblasting angle is 90 degrees (vertical sandblasting ), after the sandblasting is completed, clean it with acetone and dry it for later use.
[0034] (2) Put Ni-based alloy powder and WC ceramic particles (polygonal) in a blast dryer for drying treatment at a temperature of 100° C. and turn on the fan for 120 minutes. The particle size of the Ni-based alloy powder is 70-80 μm, and the average particle size of the WC ceramic particles is 50 μm.
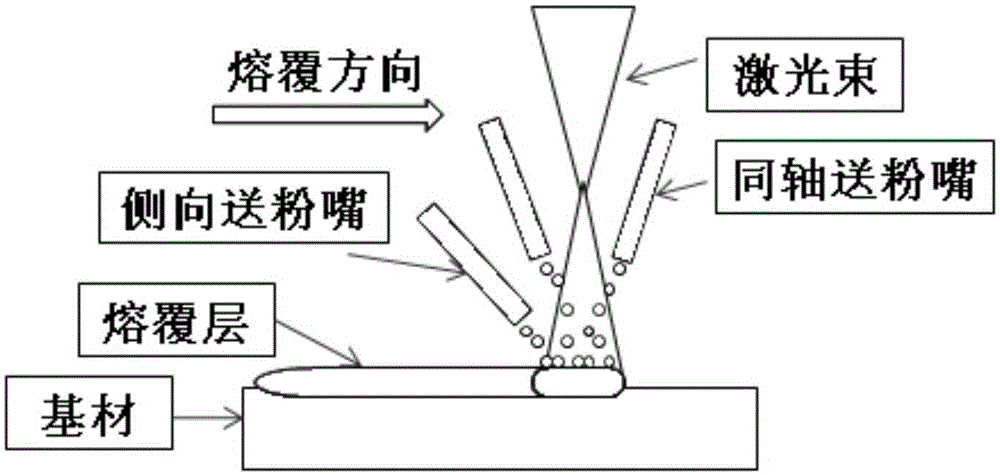
[0035] (3) Fix the side powder feeding nozzle on the coaxial powder feeding nozzle to assemble an asynchronous powder feeding nozzle, wherein the side powder feeding nozzle is fixed on the side opposi...
Embodiment 2
[0040] Preparation of Cr by Asynchronous Powder Feeding Method 3 C 2 Ceramic particle reinforced Ni-based alloy composite coating:
[0041] (1) 304 stainless steel is selected as the substrate for laser cladding. The substrate size is 30mm×50mm×3mm. It is cleaned with acetone before use, and then sandblasted with 100-mesh brown corundum. The sandblasting angle is 90 degrees (vertical sandblasting ), after the sandblasting is completed, clean it with acetone and dry it for later use.
[0042] (2) Ni-based alloy powder and Cr 3 C 2 The ceramic powder (polygon) is dried in a blast dryer at a temperature of 100° C. and the fan is turned on for 120 minutes. Among them, the particle size of Ni-based alloy powder is 70-80 μm, Cr 3 C 2 The average particle size of the ceramic powder is 50 μm.
[0043] (3) Fix the side powder feeding nozzle on the coaxial powder feeding nozzle to assemble an asynchronous powder feeding nozzle, wherein the side powder feeding nozzle is fixed on t...
Embodiment 3
[0048] Preparation of Al by Asynchronous Powder Feeding Method 2 o 3 -TiO 2 Composite coating:
[0049] (1) Use Ti-6Al-4V alloy (TC4) as the base material, the size of the base is 80mm×80mm×6mm, clean it with acetone before use, and then use 100 mesh brown corundum for sandblasting, the sandblasting angle is 90 degrees (Vertical sandblasting), after the sandblasting is completed, clean it with alcohol and dry it for later use.
[0050] (2) TiO 2 Powder and Al 2 o 3 The powder (nearly spherical) is dried in a blast dryer at a temperature of 120° C. and the fan is turned on for 480 minutes. where TiO 2 The particle size of the powder is 100μm, Al 2 o 3 The average particle size of the powder was 100 μm.
[0051] (3) Fix the side powder feeding nozzle on the coaxial powder feeding nozzle to assemble an asynchronous powder feeding nozzle, wherein the side powder feeding nozzle is fixed on the side opposite to the laser scanning direction (see figure 1 ).
[0052] (4) T...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle diameter | aaaaa | aaaaa |
| particle size | aaaaa | aaaaa |
| hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com