A perforated plug and its surface treatment method
A perforated plug and surface treatment technology, which is applied in coating, metal rolling, metal material coating process, etc., can solve problems such as peeling, poor plasticity, and unsuitable thickness of oxide layer, so as to enhance heat insulation effect and improve service life , the effect of increasing the effective thickness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
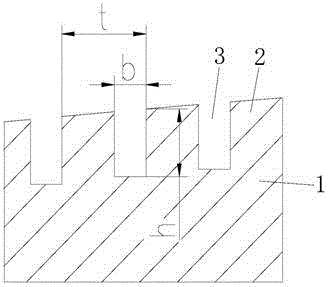
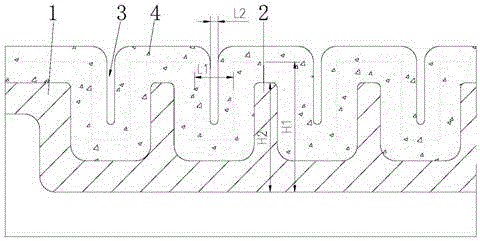
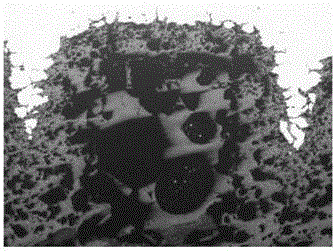
[0030] The surface of the taper part and the end face of the head of the perforated plug processed in the normal shape are mechanically added to obtain several intervals of annular grooves. The width of the annular groove is b=0.5mm, the pitch t=1mm, and the depth h=1mm. In the heating furnace, the temperature is raised to 1000°C, and an oxidizing medium is introduced, and the temperature is kept for 7 hours for oxidation treatment, and then the temperature is lowered to 900°C, and slowly cooled to room temperature after being out of the furnace. The metallographic photos obtained under a microscope of 50 times the plug body after being baked are as follows: image 3 As shown, the oxide layer almost fills the annular groove. After testing, the thickness of the oxide layer on the surface of the substrate is 3.3 mm, which is more than three times the thickness of the existing oxide layer.
Embodiment 2
[0032] On the surface of the taper part of the perforated plug that has been processed in normal shape, several intervals of annular grooves are obtained by mechanically adding. The width of the annular groove is b=1.5mm, the pitch t=3mm, and the depth h=2mm. Put the plug into the heating furnace. Raise the temperature to 1050°C, pass through the oxidizing medium, keep it warm for 8 hours, carry out oxidation treatment, then cool down to 850°C, and slowly cool to room temperature after being out of the furnace. The metallographic photos obtained under a microscope of 50 times the plug body after being baked are as follows: Figure 4 As shown, after testing, the thickness of the oxide layer on the surface of the substrate is 3 mm, which is 3 times higher than the thickness of the existing oxide layer.
Embodiment 3
[0034]On the surface of the taper part of the perforated plug that has been processed in normal shape, several intervals of annular grooves are obtained by mechanically adding, the width of the annular groove b=2.5mm, the pitch t=3.5mm, the depth h=3mm, and the plug is placed in the heating furnace , heat up to 1100°C, pass through an oxidizing medium, keep warm for 10 hours, carry out oxidation treatment, then cool down to 800°C, and slowly cool to room temperature after being out of the furnace. The metallographic photos of the plug body after being baked under a microscope at 50 times are as follows: Figure 5 As shown, after testing, the thickness of the oxide layer on the surface of the substrate is 2.5 mm, which is more than 2 times the thickness of the existing oxide layer.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com