


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Cold extrusion forming method of axisymmetric pull rod joint part
A cold extrusion, axisymmetric technology, used in metal extrusion, metal extrusion cleaning equipment, metal processing equipment, etc., can solve problems such as not meeting urgent requirements, affecting product quality, reducing deformation resistance, etc. Low cost, low production cost and high productivity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
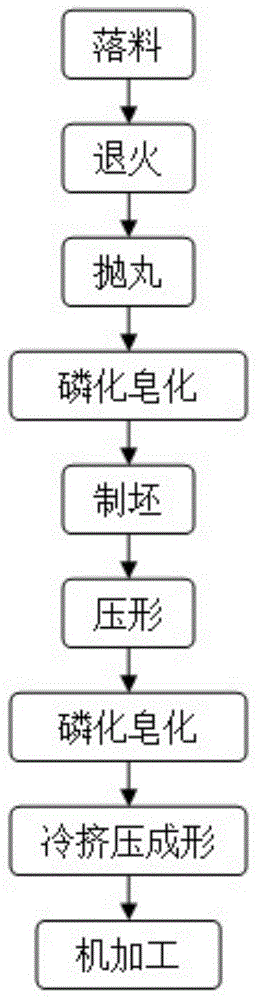
[0033] A cold extrusion forming method of axisymmetric tie rod joint parts, the process is as follows figure 1 As shown, it includes blanking, annealing, shot blasting, phosphating saponification, billet making, pressing, phosphating saponification, cold extrusion molding, and machining processes, specifically including the following steps:
[0034] (1) Preparation of tie rod joint blank (blanking):
[0035] Calculating and determining the size of the blank before preparing the tie rod joint blank in step (1), cutting the round steel by sawing to obtain the tie rod joint blank;
[0036] (2) Anneal the blank to soften it (annealing):
[0037] The process conditions are: under the protection of nitrogen atmosphere, heat preservation at 860°C for 8 hours, and then cool down to below 450°C with the furnace;
[0038] (3) Shot blasting the annealed blank to eliminate burrs and scale (shot blasting):
[0039] The process conditions are: use pellets with a diameter of 0.6-1.0mm to ...
Embodiment 2
[0053] A cold extrusion forming method of axisymmetric tie rod joint parts, the process is as follows figure 1 As shown, it includes blanking, annealing, shot blasting, phosphating saponification, billet making, pressing, phosphating saponification, cold extrusion molding, and machining processes, specifically including the following steps:
[0054] (1) Preparation of tie rod joint blank (blanking):
[0055] Calculating and determining the size of the blank before preparing the tie rod joint blank in step (1), cutting the round steel by sawing to obtain the tie rod joint blank;
[0056] (2) Anneal the blank to soften it (annealing):
[0057] The process conditions are: under the protection of nitrogen atmosphere, heat preservation at 880°C for 7 hours, and then cool down to below 450°C with the furnace;
[0058] (3) Shot blasting the annealed blank to eliminate burrs and scale (shot blasting):
[0059] The process conditions are: use pellets with a diameter of 0.6-1.0mm to tr...
Embodiment 3
[0072] A cold extrusion forming method of axisymmetric tie rod joint parts, the process is as follows figure 1 As shown, it includes blanking, annealing, shot blasting, phosphating saponification, billet making, pressing, phosphating saponification, cold extrusion molding, and machining processes, specifically including the following steps:
[0073] (1) Preparation of tie rod joint blank (blanking):
[0074] Calculating and determining the size of the blank before preparing the tie rod joint blank in step (1), cutting the round steel by sawing to obtain the tie rod joint blank;
[0075] (2) Anneal the blank to soften it (annealing):
[0076] The process conditions are: under the protection of nitrogen atmosphere, heat preservation at 900°C for 7 hours, and then cool to below 450°C with the furnace;
[0077] (3) Shot blasting the annealed blank to eliminate burrs and scale (shot blasting):
[0078] The process conditions are: use pellets with a diameter of 0.6-1.0mm to treat...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com