A kind of casting method of internal combustion engine sand core oil pipe
A technology for internal combustion engines and sand cores, which is applied to casting molding equipment, casting molds, and cores. effect of loosening, increasing surface roughness, and solving fixing problems
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
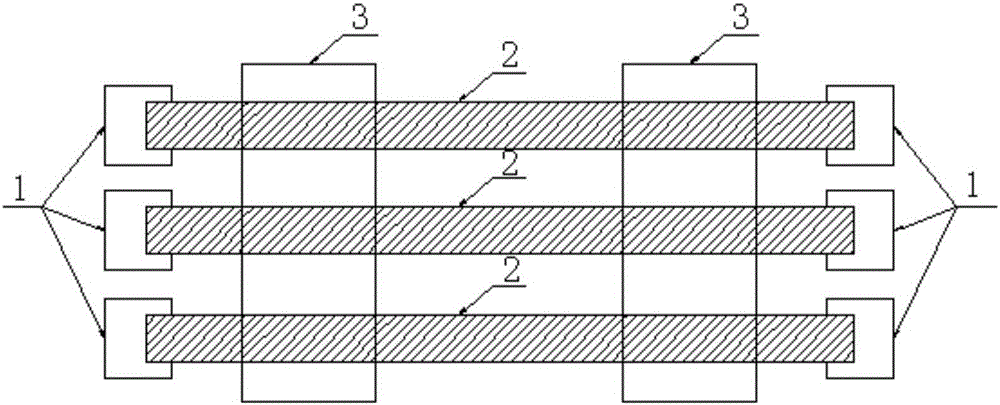
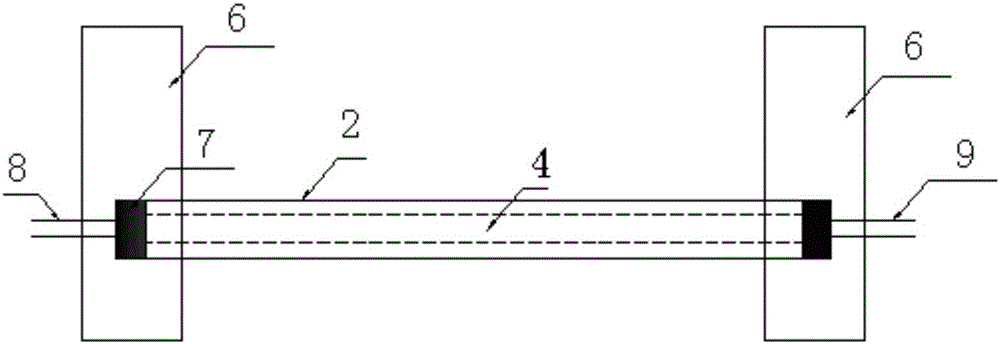
[0026] A casting method for oil pipes with sand cores of internal combustion engines, including molding, core making, box closing and pouring, characterized in that: oil pipe sand cores are used for positioning when making cores, that is, oil pipe cores pass through all inner cavity cores, and the outer mold cores on both sides The position of the oil pipe is determined by the positioning of the head, the steel pipe is selected as the core iron, and the raw material of the oil pipe core is chromite sand; when the oil pipe sand core is bent and deformed when the box is closed, the end is added to the end of the lost foam shrinkage joint, and the compressed air is blown for forced cooling. Add a special anti-leakage core support to the oil pipe part of the tank.
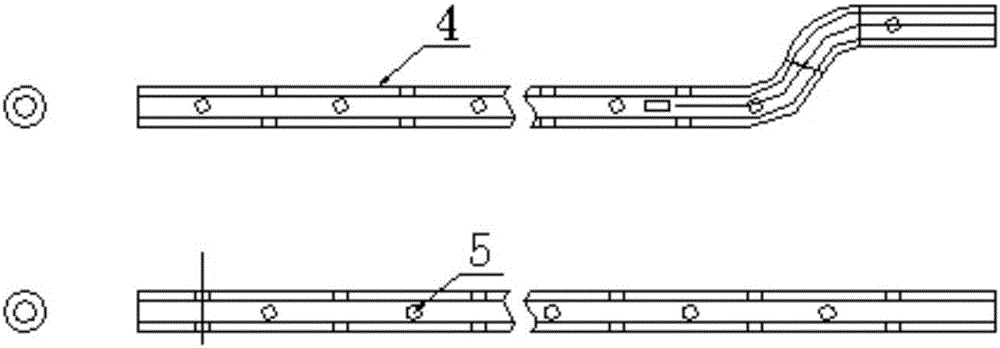
[0027] The surface of the core iron steel pipe is crossed with holes of ф5mm, and the steel pipe is fully shot blasted before use.
[0028] The ingate is far away from the oil pipe sand core.
[0029] The blowing of c...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com