Universal bottom mold for pouring precoated sand mold
A film-coated sand mold and bottom mold technology, which is applied in the directions of casting molds, cores, and casting mold components, can solve the problems of easy inclusions on the surface of products, insufficient filtration of alloy liquid, etc., to improve surface quality, reduce internal inclusions, Smooth filling effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0026] Embodiment 1 Cooperate with pouring 204 pump cover castings with the general-purpose bottom mold of described film-coated sand casting
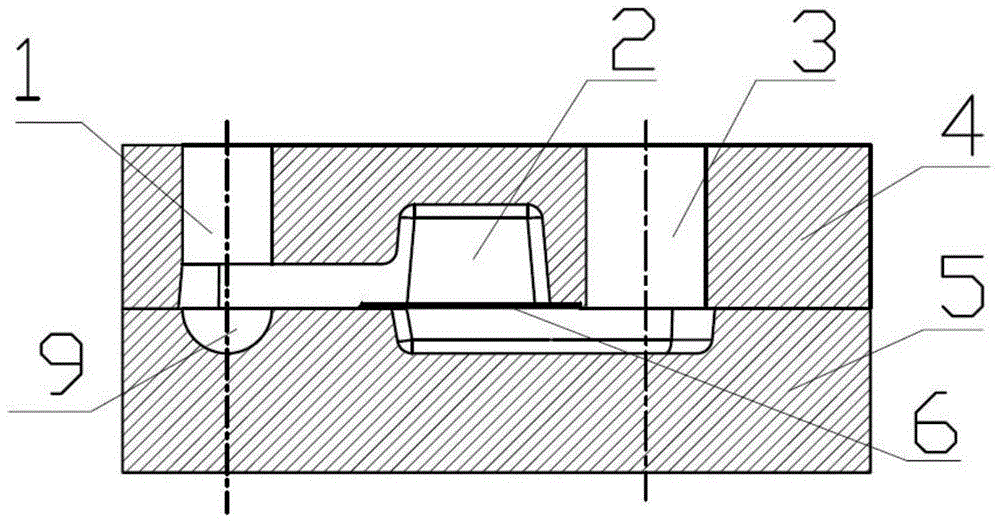
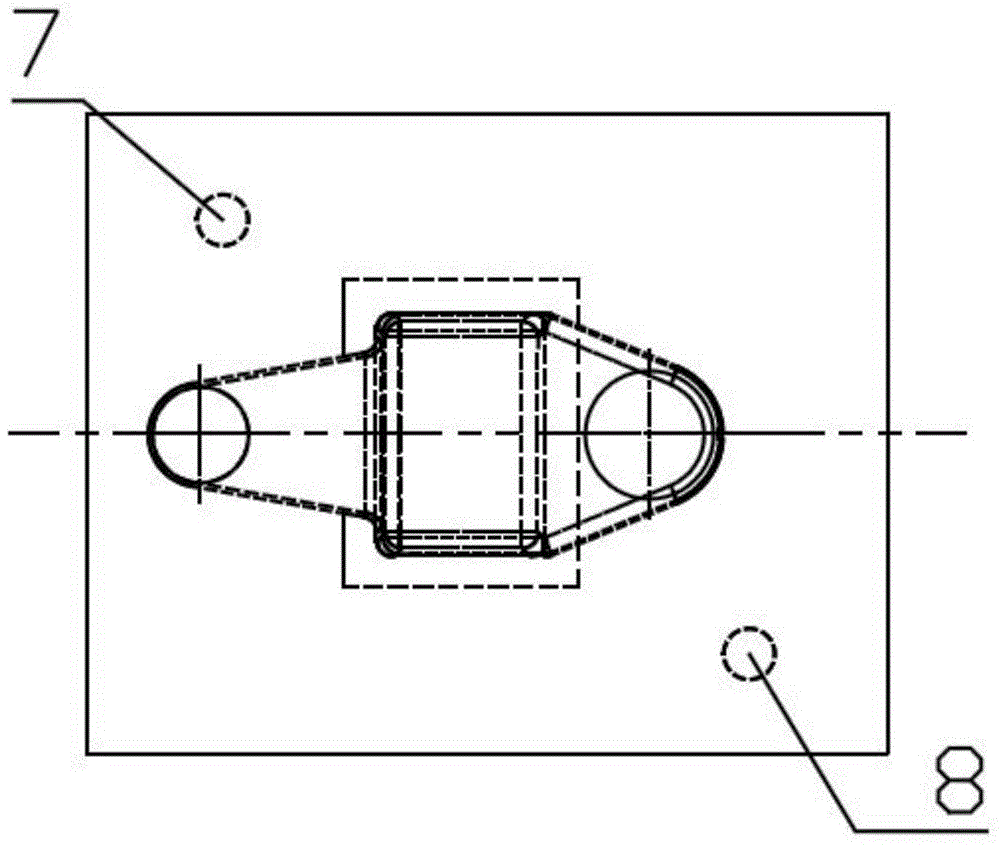
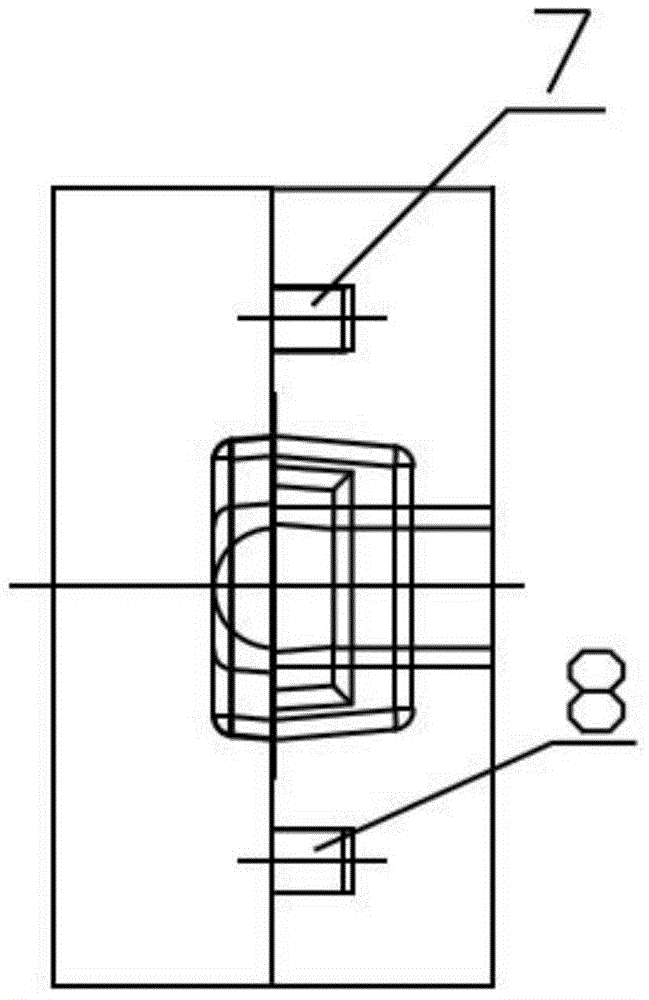
[0027] 204 pump cover casting weighs 8.8Kg per piece, and its external dimensions are 202mm×166mm×60mm. Shell-type casting and forming two products), the pouring method is bottom injection type, that is, the molten iron enters the shell-shaped cavity of the coated sand part after being filtered from the general bottom mold, the diameter of the sprue is φ30mm, and the diameter of the riser is φ70mm, Two castings are fed with one riser. There are five layers of shell-shaped stacked boxes for parts (excluding the general bottom mold), and the pouring time of molten iron is 1 minute and 20 seconds. Using the universal base mold for coordinating casting, the qualified rate of castings is greater than 97%, and the qualified rate of castings before using the universal base mold is 60% to 70%.
Embodiment 2
[0028] Example 2 Use the coated sand mold to cast the general bottom mold and cast 204 valve body castings
[0029] The single piece weight of 204 valve body casting is 1.6Kg, and the external dimension is 49mm×47mm×55mm. In the shell mold cavity of the sand part, the diameter of the sprue is φ25mm, and the diameter of the riser is φ60mm. One riser is used to feed six castings. There are 10 layers of shell-shaped stacked boxes of parts (excluding the general bottom mold), and the pouring time of molten iron is 50 seconds. Using the universal bottom mold for coordinating casting, the qualified rate of castings is greater than 98%, and the qualified rate of castings before using the universal bottom mold is 75% to 85%.
Embodiment 3
[0030] Example 3 Use the film-coated sand mold to cast a general bottom mold and cast a certain type of casting
[0031] The casting weighs 3.68Kg per piece, and its external dimensions are 219mm×170mm×74mm. The casting has a large shape, but its shape is simple, without a sand core. Two products), the pouring method is the bottom injection type, that is, the molten iron enters the shell mold cavity of the coated sand part after being filtered from the general bottom mold, the diameter of the sprue is φ25mm, and the diameter of the riser is φ50mm, and a riser is used Feed two castings. There are 8 layers of shell-shaped stacked boxes for parts (excluding the general bottom mold), and the pouring time of molten iron is 65 seconds. Using the universal bottom mold for coordinating casting, the qualified rate of castings is greater than 95%, and the qualified rate of castings before using the universal bottom mold is 70% to 80%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com