A variable flow electromagnetic low pressure mold filling method for aluminum alloy melt
An aluminum alloy melt and variable flow technology, applied in the field of metal casting, can solve the problems of reducing the quality of castings, entrainment, splashing, etc., and achieve the effect of ensuring product quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
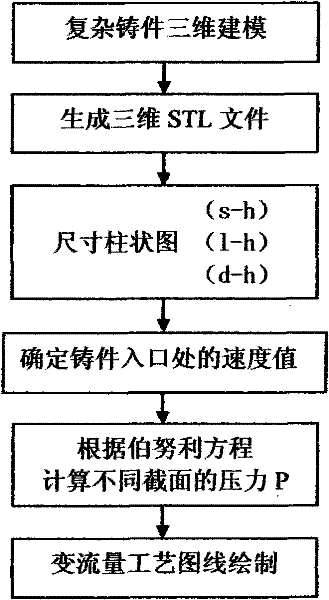
[0063] Take the I-shaped casting as a design example:
[0064] (1) CAD drawing of I-shaped casting
[0065]
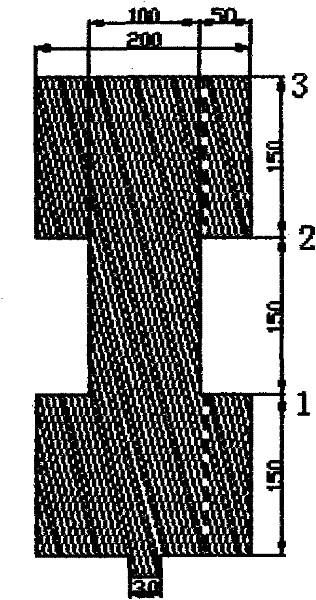
[0066] figure 2 I-shaped casting CAD drawing
[0067] (2) The relationship between the cross-sectional area and height of the casting
[0068] Calculate and draw the histogram through the three-dimensional STL file of the I-shaped casting. like image 3 As shown, the four sets of data respectively represent: the X-axis is the vertical height of the casting from filling to different positions, 1 is the equivalent diameter corresponding to each height, 2 is the cross-sectional area, and 3 is the peripheral length.
[0069]
[0070] image 3 I-piece histogram
[0071] (3) Calculation of filling pressure of traditional craft I-shaped parts
[0072] Traditional process filling pressure calculation:
[0073] P 充 =μρgH=1.27×2400×9.8×0.45=13441Pa
[0074] It can be seen that although the I-shaped castings have cross-sectional changes at different heights, this...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com