


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Reproducing method of main bearing hole of engine cylinder block assembly
A technology for engine cylinders and main bearings, which is used in manufacturing tools, honing machine tools, machine tools suitable for grinding workpiece planes, etc. The effect of mass production, improving processing efficiency and simple process
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0032] The method for remanufacturing the main bearing hole of the engine cylinder block assembly comprises the following steps:
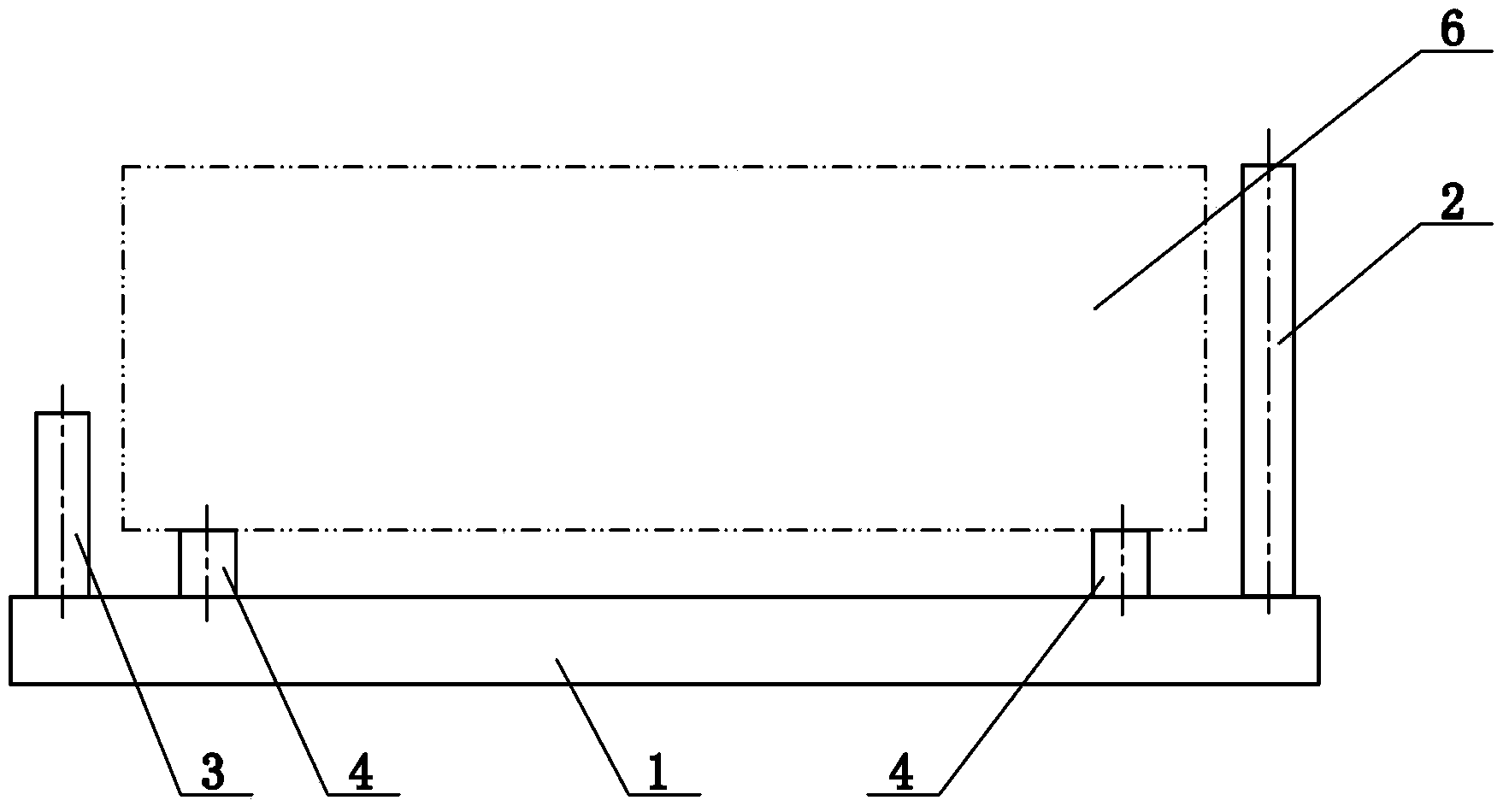
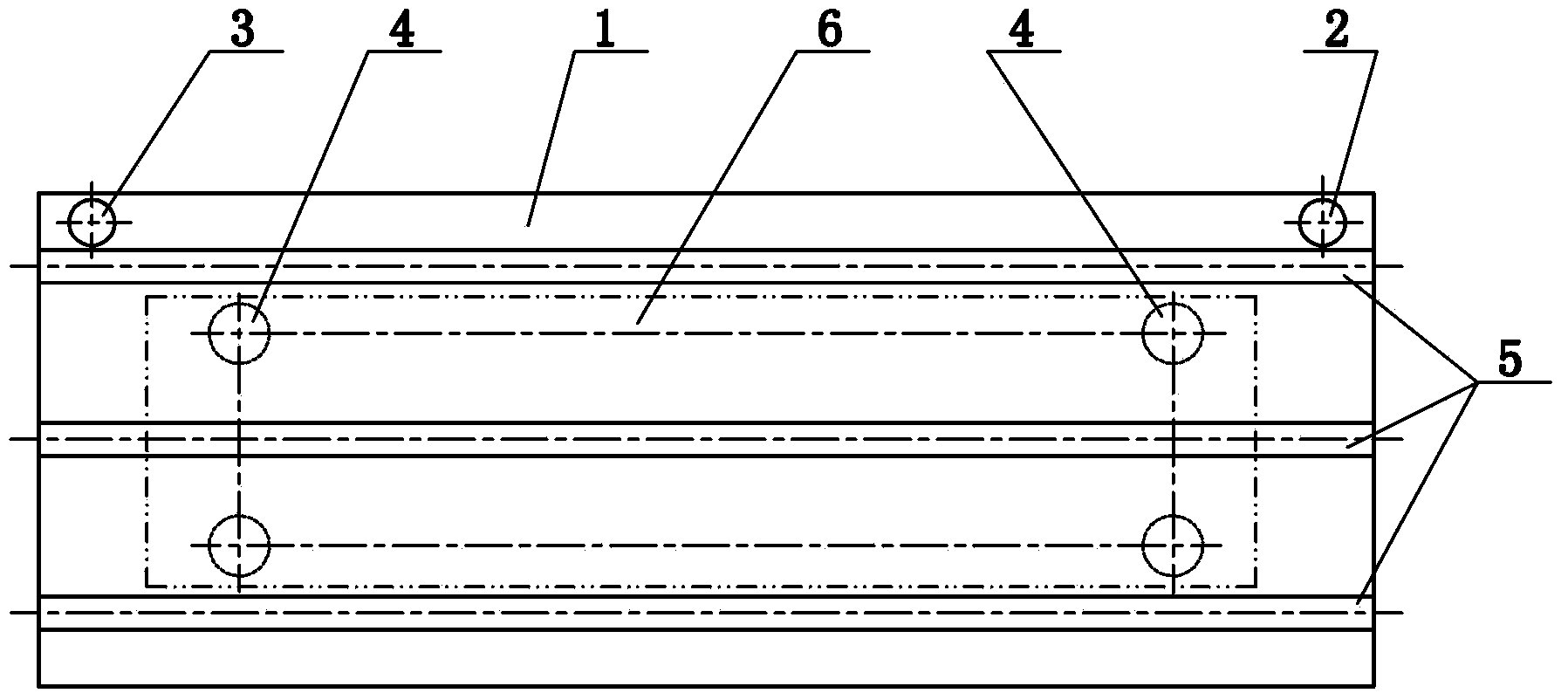
[0033] (1) Machining of the joint surface of the main bearing seat of the cylinder block: Based on the joint surface of the main bearing seat of the cylinder block, use a surface grinder and tooling grinding to remove the processing amount of 0.02mm on the joint surface of the main bearing seat of the cylinder block, and ensure that the cylinder The shape and position tolerance requirements of the joint surface of the body main bearing seat;
[0034] (2) Machining of the joint surface of the main bearing seat of the crankcase: taking the joint surface of the main bearing seat of the crankcase as the benchmark, use a surface grinder and tooling to grind the joint surface of the main bearing seat of the crankcase to remove the processing amount of 0.02mm;
[0035] (3) Assembly: Assemble the cylinder block and crankcase according to the assembly seque...
Embodiment 2
[0038] The method for remanufacturing the main bearing hole of the engine cylinder block assembly comprises the following steps:
[0039](1) Machining of the joint surface of the main bearing seat of the cylinder block: Based on the joint surface of the main bearing seat of the cylinder block, use a surface grinder and tooling grinding to remove the processing amount of 0.05mm on the joint surface of the main bearing seat of the cylinder block, and ensure that the cylinder The shape and position tolerance requirements of the joint surface of the body main bearing seat;
[0040] (2) Machining of the joint surface of the main bearing seat of the crankcase: taking the joint surface of the main bearing seat of the crankcase as a reference, the machining amount of 0.05mm is removed by surface grinder and tooling grinding on the joint surface of the main bearing seat of the crankcase;
[0041] (3) Assembly: Assemble the cylinder block and crankcase according to the assembly sequence...
Embodiment 3
[0044] The method for remanufacturing the main bearing hole of the engine cylinder block assembly comprises the following steps:
[0045] (1) Machining of the joint surface of the main bearing seat of the cylinder block: taking the joint surface of the main bearing seat of the cylinder block as a reference, use a surface grinder and tooling grinding to remove the processing amount of 0.10mm on the joint surface of the main bearing seat of the cylinder block, and ensure that the cylinder The shape and position tolerance requirements of the joint surface of the body main bearing seat;
[0046] (2) Machining of the joint surface of the main bearing seat of the crankcase: taking the joint surface of the main bearing seat of the crankcase as a reference, use a surface grinder and tooling to grind away the processing amount of 0.10mm on the joint surface of the main bearing seat of the crankcase;
[0047] (3) Assembly: Assemble the cylinder block and crankcase according to the assem...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com