Water quenching method for producing cold rolling phase transition reinforced high strength strip steel
A phase transformation strengthening and high-strength technology, used in quenching devices, heat treatment equipment, furnaces, etc., can solve the problems of uneven cooling rate of water quenching, uneven cooling of strip steel, and poor shape of water quenched strip steel, and achieve uniform water quenching. The effect of quenching and cooling speed, reducing liquid level fluctuation and uniform performance
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0040] The water quenching method of the present invention will be further described in detail below in conjunction with the accompanying drawings and examples.
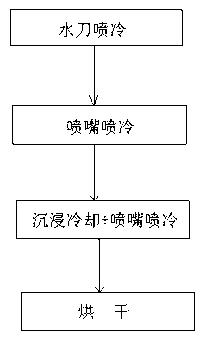
[0041] Such as figure 2 As shown, according to the following steps, the slow-cooled steel strip is rapidly water-quenched, and the cooling water used in this embodiment is chilled water:
[0042] (1) A pair of water jets arranged on both sides of the two surfaces of the strip are used to spray a layered water column on the surface of the strip. The injection direction of the layered water column forms an acute angle with the direction of travel of the strip, and the cooling water of the water jet The pressure is 30bar;
[0043] (2) Two sets of nozzles arranged on both sides of the strip steel surface are used to spray high-speed water flow on the strip steel surface, the high-speed water flow will blow the steam bubbles and steam film on the strip steel surface away from the strip steel surface, and the high-speed ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com