


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Process for producing thick high-strength steel plate with excellent toughness of heat-affected zone in high heat input welding and thick high-strength steel plate with excellent toughness of heat-affected zone in high heat input welding
A technology of high-energy-input welding and high-strength steel plates, which is applied in metal rolling and other directions, can solve the problems of reduced hardenability and achieve low manufacturing costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment
[0224] Hereinafter, examples of the manufacturing method of the thick-walled high-strength steel plate with excellent toughness in the heat-affected zone of high-energy-input welding of the present invention and the embodiment of the thick-walled high-strength steel plate with excellent toughness in the heat-affected zone of high-energy-input welding are given to describe the present invention more specifically. However, the present invention is not limited by the following examples at all, and can be implemented after appropriate changes are made within the range compatible with the aforementioned and the following gist, all of which are included in the technical scope of the present invention.
[0225] [making of sample]
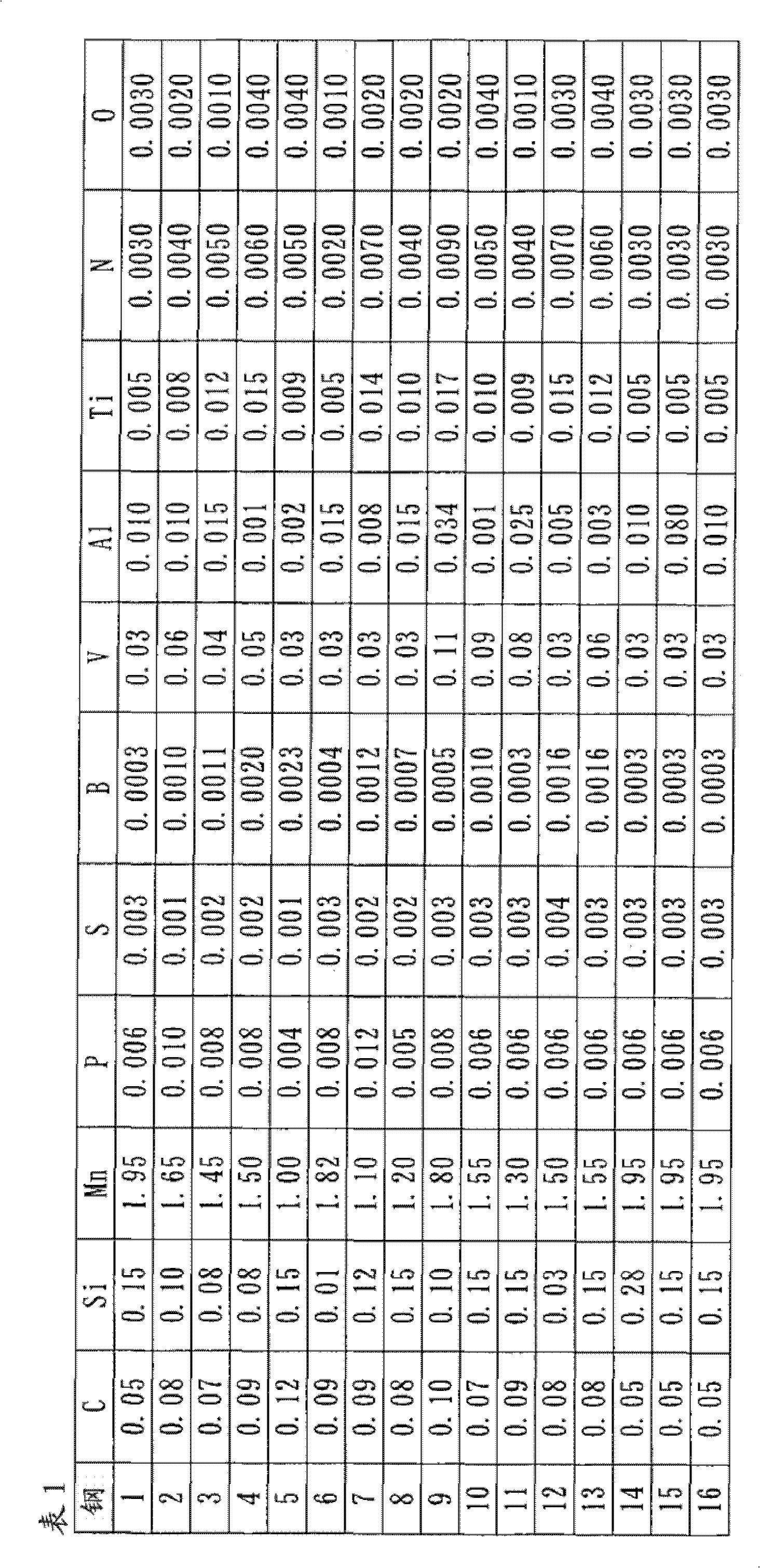
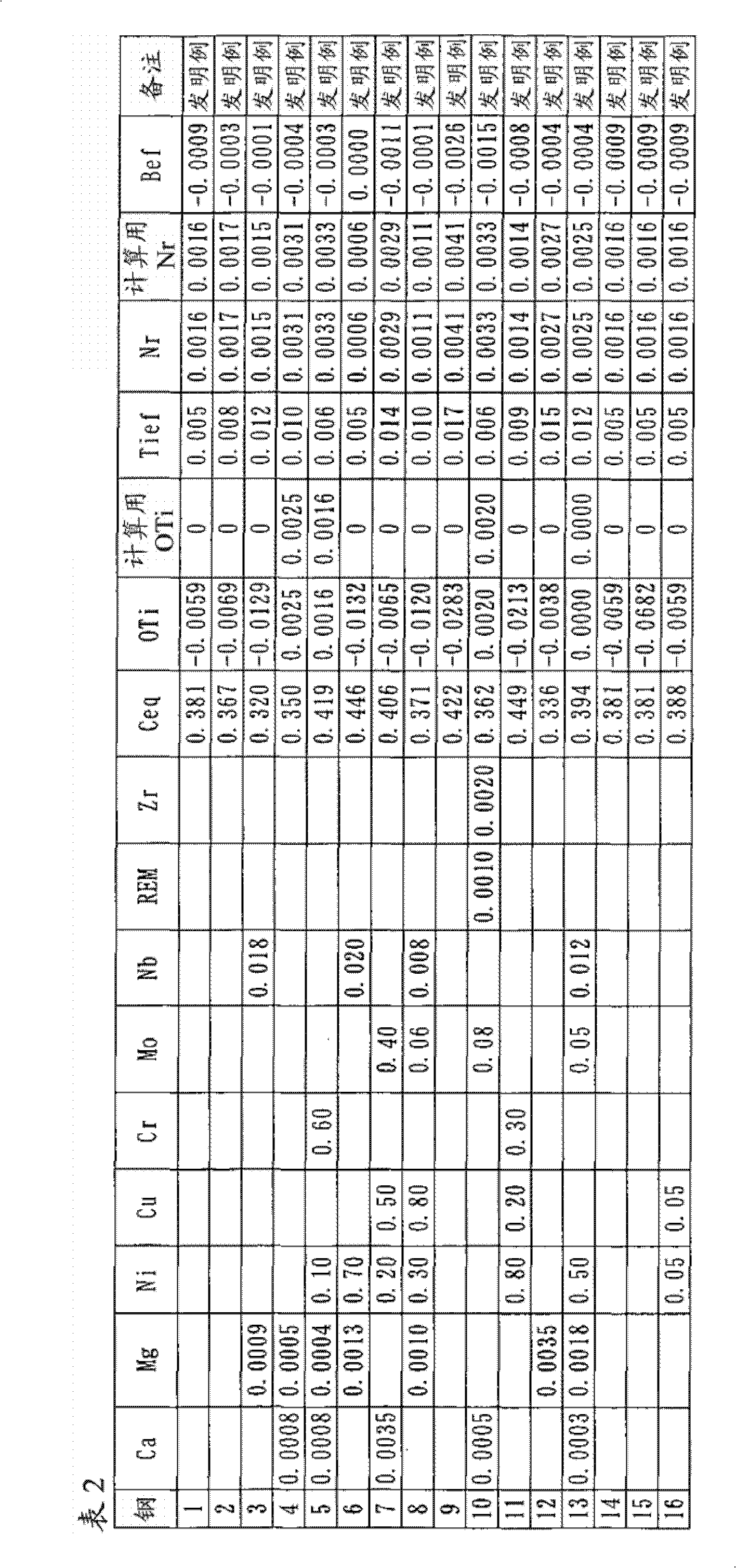
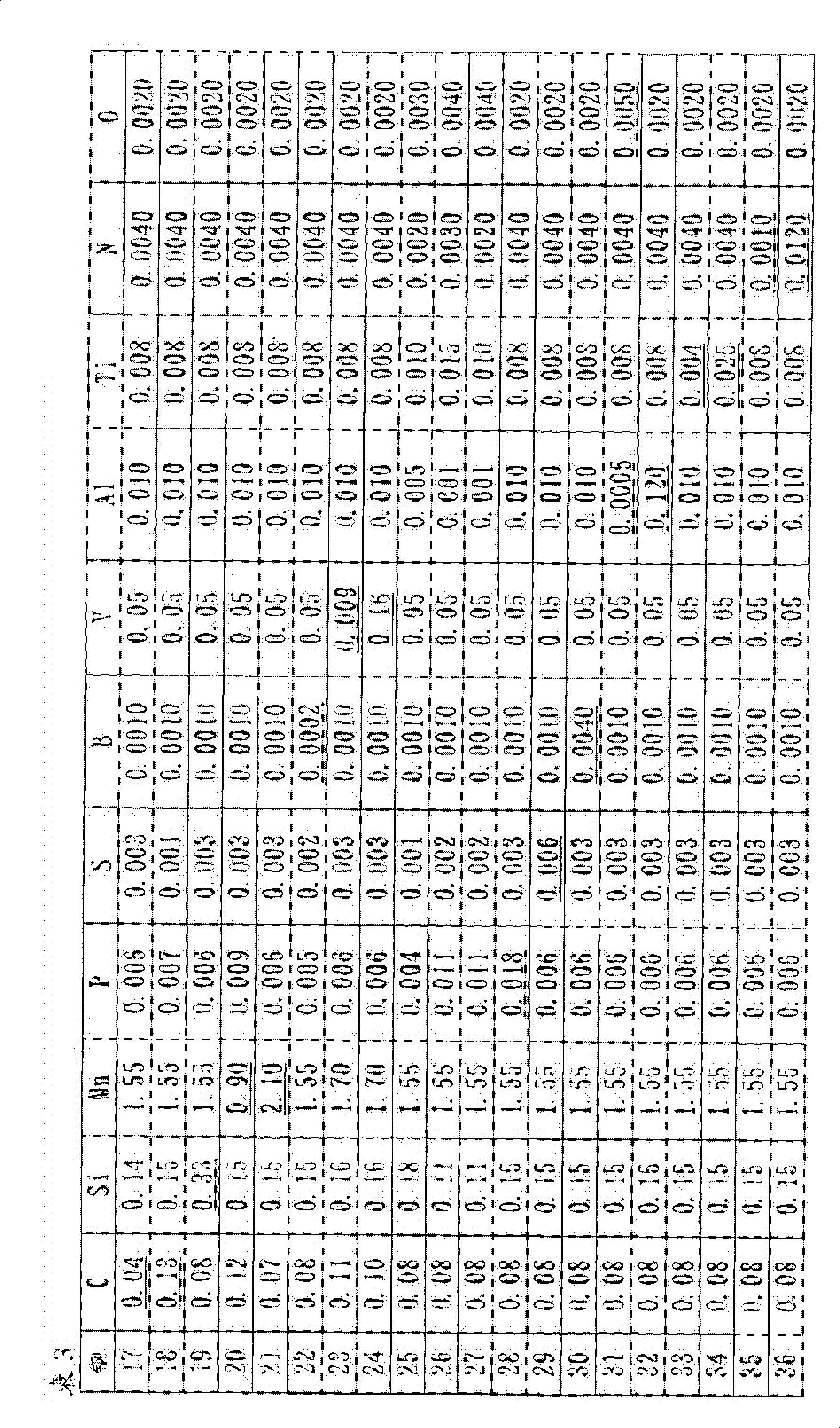
[0226] In the steelmaking process, the deoxidation / desulfurization and chemical composition of molten steel are controlled, and No. 1 to No. 36 shown in Table 1 to Table 4 below, and No. 1 to No. 36 shown in Table 11 and Table 12 are produced by continuous ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Yield strength | aaaaa | aaaaa |
| Plate thickness | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com