Fiber reinforcement injection molding product and injection molding method thereof
A fiber-reinforced technology for injection molding products, applied in the production of bulk chemicals, etc., can solve the problems of long molding cycle, development restrictions of fiber-reinforced thermoplastic products, and reduced fluidity, and achieve high dimensional stability, good appearance quality, The effect of improving liquidity
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
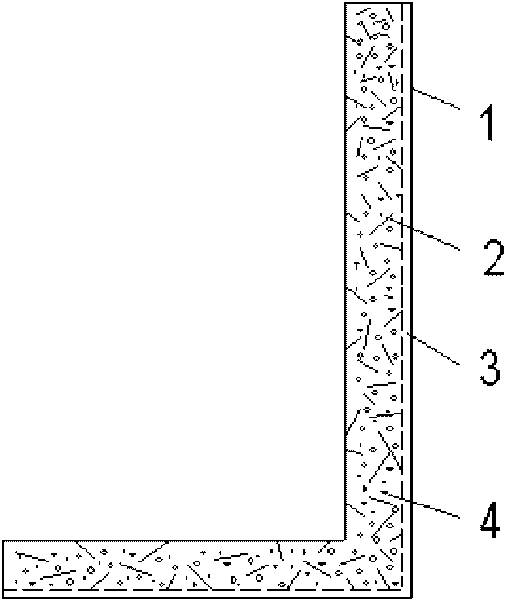
[0017] The labels in the accompanying drawings represent: 1-appearance surface, 2-fiber, 3-resin surface layer without fiber, 4-bubble;
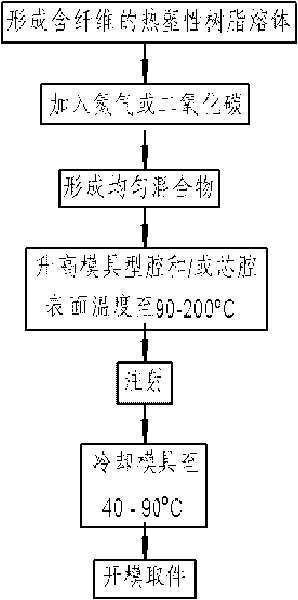
[0018] A kind of 42 " LCD TV front shell, 1035 * 640mm, wall thickness is 2.4 millimeters, and resin raw material is ABS / PMMA material, contains the glass fiber of 30%. Arrange channels in the cavity mold that forms appearance surface 1, supply steam Or cooling water passes through to achieve rapid heating and cooling of the cavity surface, and the surface of the cavity forming the appearance surface is polished to form a mirror effect; eight-point glue is used; and the core cavity mold forming a non-appearance surface is 80 ℃ hot water cooling. The injection molding machine adopts Haitian injection molding machine. The plasticizing system is based on the plasticizing device disclosed in the patent ZL200820057051.8 authorized on February 4, 2009. The diameter of the screw is 85mm; supercritical nitrogen is used as the plasticizer and Foaming...
Embodiment 2
[0022] The difference from Example 1 is that the amount of injected nitrogen gas is changed to 0.1%, and the pressure of the melt is set to 80MPa during injection. After the mixture is filled, the cooling water below 25°C is immediately inserted into the cooling channel of the cavity mold. Make the surface temperature of the mold cavity surface drop to 80°C, and then open the mold and take the parts. The appearance surface of the obtained product is bright, without foam marks, weld marks, and fiber exposure; the size of the product meets the design requirements, and the warping deformation is small; the product is cut open, and the appearance surface can be observed under a 100-fold microscope The surface layer has a fiber-free resin layer 3 about 15 microns thick, and there are a large number of air bubbles 4 and fibers 2 with a diameter of less than 30 microns in the core.
Embodiment 3
[0024] Another example, the product of one of the products of the present invention: the map bag at the bottom of the car door panel, 600mm * 130mm, the wall thickness is 2mm, and the raw material used is polypropylene (PP)+15% glass fiber. Channels are opened in the cavity mold of the forming appearance surface for steam or cooling water to pass through, and the cavity surface of the forming appearance surface is etched; while other parts of the mold are cooled by 50°C hot water. In practice, the injection rate of nitrogen is 0.7%, and the pressure in the cylinder is 15MPa. Before injection, steam at 180°C is introduced into the cavity mold forming the appearance surface, the surface temperature of the cavity is rapidly raised to 100°C, and the injection melt pressure is set at 50MPa. Put cooling water below 25°C into the cooling channel to lower the surface temperature of the mold cavity to 50°C, and open the mold to take out the parts. The appearance surface of the obtaine...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com