Composite-material grinding roller, grinding disc, and negative-pressure casting method thereof
A composite material and negative pressure casting technology, which is applied in the direction of grain processing, etc., can solve the problems of complicated preparation process of columnar metal mesh, difficulty in mass production, and high technical personnel requirements, so as to achieve stable production, uniform distribution of WC particles, and combined high intensity effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
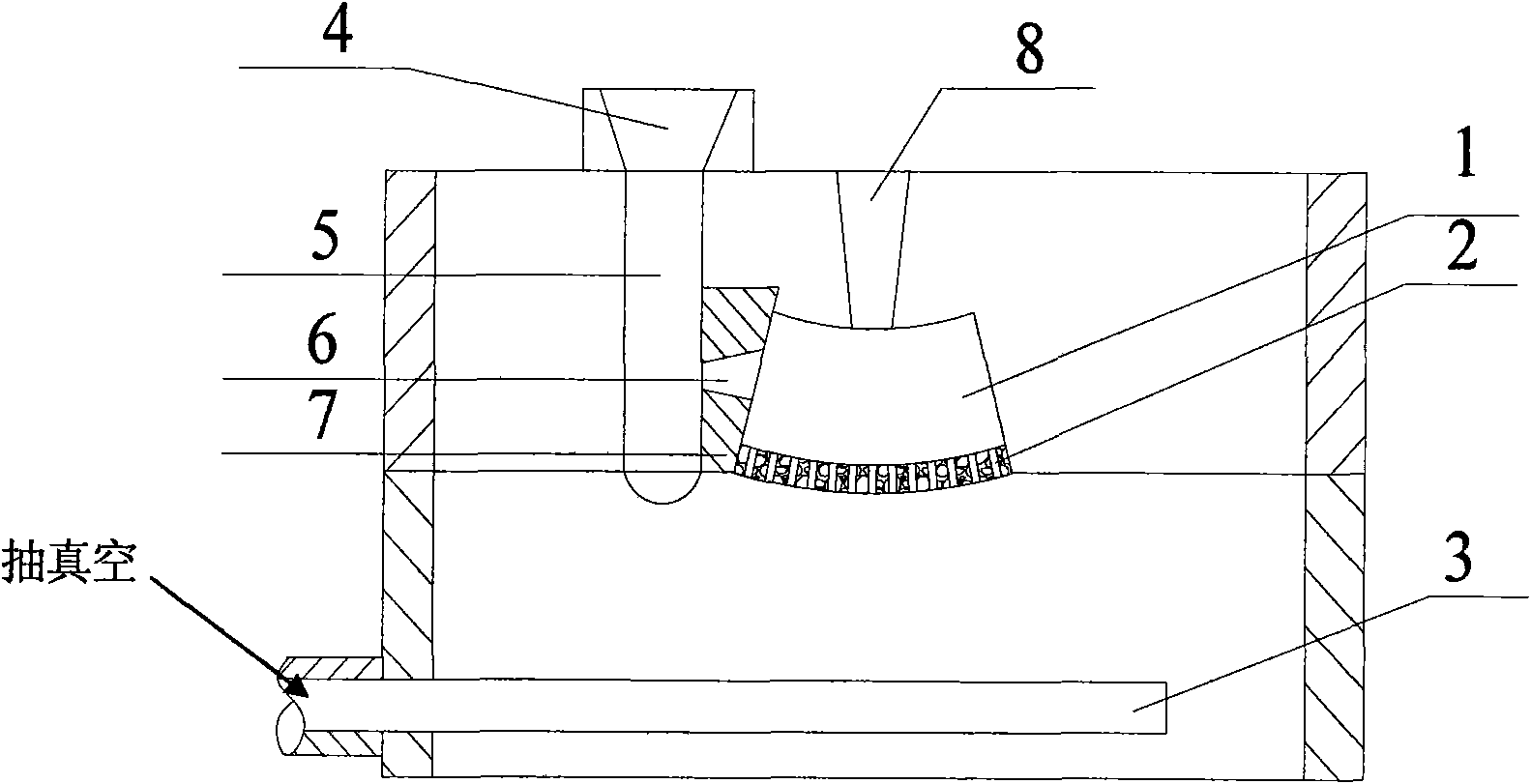
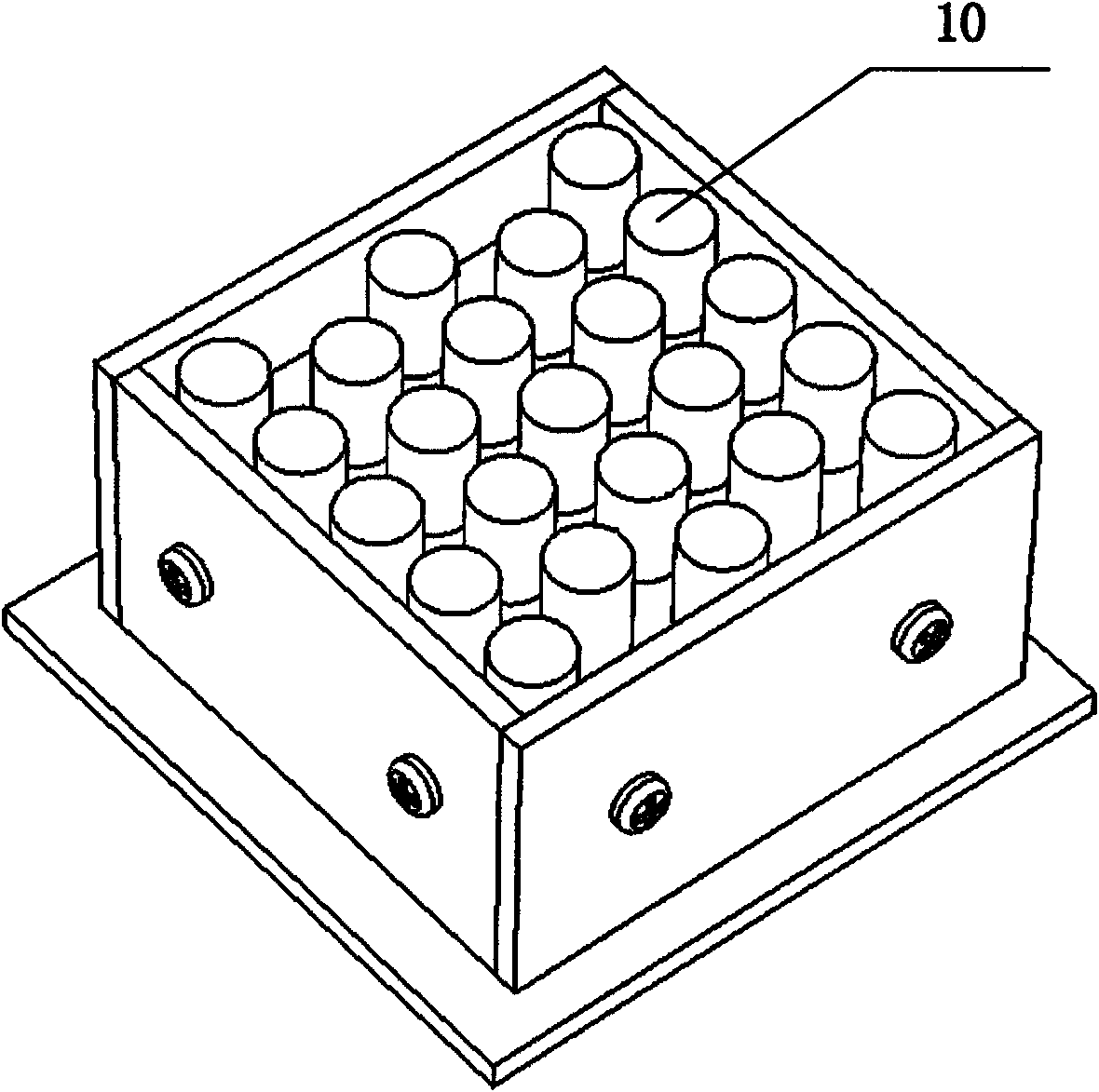
[0028] Example 1: see figure 1 , first use sodium silicate sand to shape the grinding roller and grinding disc, the hardness is 2500-3000Hv, the density is 15.8-16.5g / mm 3, WC particles with a particle size of 300 μm to 750 μm and a mass percentage of 20% of borax, 17% of Na 2 SiO 3 12H 2 The binder made of O and 63% water is mixed into a paste according to the mass ratio of 100:4, and filled in such as image 3 In the mold 10 shown, the core is pulled, demoulded, and baked at 100°C for 10 hours to form a honeycomb prefabricated body 2 and placed on the end face side of the mold cavity 1; a 250kg medium-frequency induction furnace is used to melt high-chromium cast iron to form a metal The temperature of the molten metal is 1530°C, and the pouring temperature is 1480°C; the vacuum pump is started 5 minutes before the molten metal is released, and the vacuum degree is 0.12MPa. And the inrunner 6 formed by the partition 7 enters the mold cavity 1, creates a negative pressure...
Embodiment 2
[0036] Example 2: see figure 1 , first use resin sand to shape the grinding roller and grinding disc, the hardness is 2500-3000Hv, the density is 15.8-16.5g / mm 3 , WC particles with a particle size of 300 μm to 750 μm and a mass percentage of 15% of borax, 13% of Na 2 SiO 3 12H 2 The binder made of O and 72% water is mixed into a paste according to the mass ratio of 100:3, and filled in such as image 3 In the mold 10 shown, the core is pulled, demoulded, and baked at 100°C for 10 hours to form a honeycomb prefabricated body 2 and placed on the end face side of the mold cavity 1; a 250kg medium-frequency induction furnace is used to melt nickel-chromium low-alloy cast iron The molten metal is formed. The temperature of the molten metal is 1470°C, and the pouring temperature is 1420°C; the vacuum pump is started 5 minutes before the molten metal is released, and the vacuum degree is 0.12MPa. The channel 5 and the ingate 6 formed by the partition plate 7 enter the mold cavit...
Embodiment 3
[0044] Embodiment 3: see figure 1 , first use sodium silicate sand to shape the grinding roller and grinding disc, the hardness is 2500-3000Hv, the density is 15.8-16.5g / mm 3 , WC particles with a particle size of 300 μm to 750 μm and a mass percentage of 18% of borax, 18% of Na 2 SiO 3 12H 2 The binder made of O and 64% water is mixed into a paste according to the mass ratio of 100:5, and filled in such as image 3 In the mold 10 shown, the core is pulled out, demoulded, and baked at 100°C for 10 hours to form bee The nest-shaped prefabricated body 2 is placed side by side on the end face of the mold cavity 1; a 250kg medium-frequency induction furnace is used to melt high manganese steel to form a molten metal. The temperature of the molten metal is 1510°C, and the pouring temperature is 1460°C; 5 minutes before the molten metal is released Start the vacuum pump, the vacuum degree is 0.12MPa, and then the molten metal is poured out of the furnace. When pouring, the molt...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Granularity | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Hardness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com