


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Multi-pass drawing technological process for manufacturing magnesium and magnesium alloy filament
A technology of multi-pass drawing and process method is applied in the field of multi-pass drawing process for manufacturing magnesium and magnesium alloy filaments, which can solve the problems of complex manufacturing technology, small drawing deformation, oxidation of wire surface, etc. Achieve the effect of increasing the cumulative drawing deformation, reducing the static recrystallization temperature, and reducing the number of intermediate annealing
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0016] A multi-pass drawing process for manufacturing magnesium and magnesium alloy filaments, the composition of which includes: selecting fine-grained magnesium or magnesium alloy wires with a diameter of Φ2-3mm as raw materials, lubricating the raw materials and wire drawing dies with grease lubricants, Then carry out cold drawing, the cold drawing speed is 120~150mm / s, the described cold drawing is carried out 5~12 times, recrystallization annealing, the annealing temperature is 400~420 ℃, the annealing time is 1~3 minutes, repeat The above process until the end.
[0017] In the multi-pass drawing process for manufacturing magnesium and magnesium alloy filaments, the average deformation between the two cold draws is controlled to 7-12%, and the accumulated deformation between the two annealing The amount of cold deformation is controlled at 50-60%, and the lubricant is vegetable oil.
[0018] Raw materials: choose Φ2mmAZ31 magnesium alloy wire, which is obtained by extrus...
Embodiment 2
[0025] Raw material: AZ31 magnesium alloy Φ2mm wire rod, obtained by rolling process, the average grain diameter of the Φ2mm wire rod is 12μm.
[0026] Cold drawing lubricant: choose vegetable oil to spray mold and wire;
[0027] Cold drawing speed: 120~150mm / s;
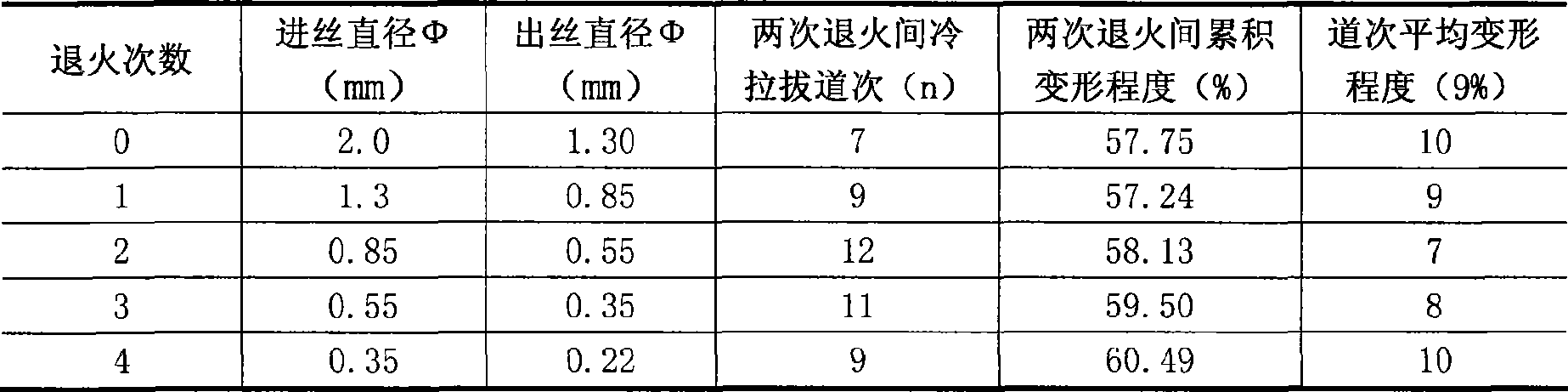
[0028] The passes and deformations mainly controlled by the cold drawing process:
[0029]
[0030] From Φ2mm wire drawing to Φ0.22mm wire, a total of 4 times of annealing, each recrystallization annealing temperature is 400 ° C ± 5 ° C, annealing time is 120 to 60 seconds.
[0031] After the Φ0.22mm wire is annealed, the grain size is 1-2μm, the yield strength is 340-360MPa, the tensile strength is 410-432MPa, and the elongation is 10-16%.
PUM
| Property | Measurement | Unit |
|---|---|---|
| Grain size | aaaaa | aaaaa |
| Tensile strength | aaaaa | aaaaa |
| Yield strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com