Process for manufacturing vacuum cartridge fuse
A fuse tube and manufacturing process technology, applied in the direction of fuse manufacturing, manufacturing tools, emergency protection devices, etc., to achieve the effects of good time consistency, good anti-knock performance, and shortened production time
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
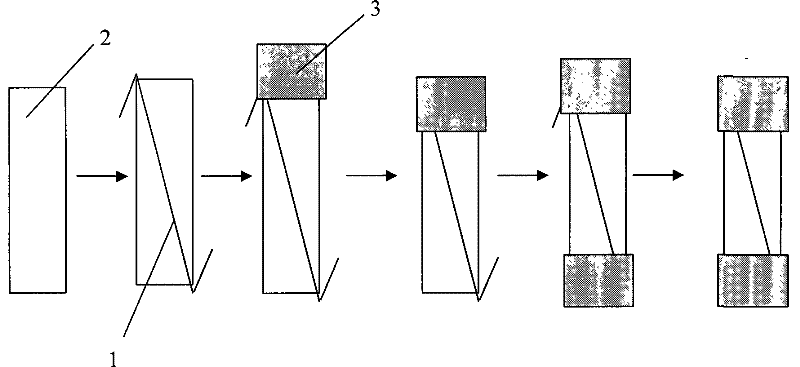
[0042] Combination hint figure 2, 4. First, carry out step A (not shown in the figure), and fix the pipe body 2 on the positioning fixture 4. In this embodiment, in the step B, first place the fuse 1 obliquely in the pipe body 2, and make the Both ends of the fuse 1 are exposed on the outside of the tube body 2; then the exposed two ends are bent outward along the end surface of the tube body 2, that is, the fuse 1 is bent into a "Z" shape. Then put the tinned copper cap 3 on one end of the pipe body, put the pipe body 3 with the copper cap 3 together with the positioning fixture 4 into the openable airtight welding cavity 5 of the high-frequency welding machine, and open the high-frequency welding machine. Frequency welding machine for 1-5 seconds, weld the copper cap at this end; take out the positioning fixture 4, put the copper cap on the other end of the pipe body 2, put them together into the airtight welding cavity 5, and use the pump to seal the airtight welding cavit...
Embodiment 2
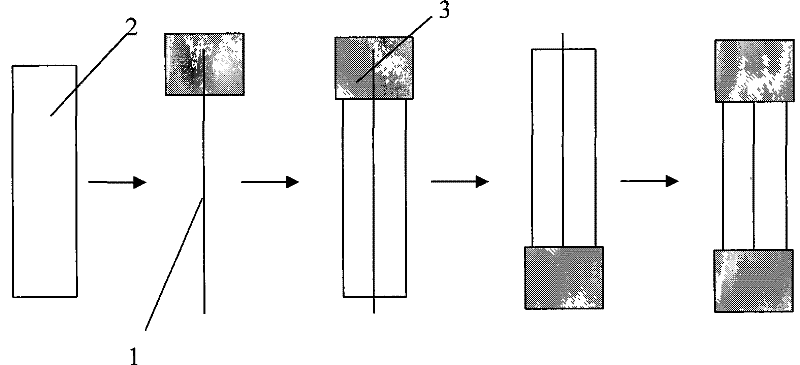
[0044] Combination hint image 3 , 4. First, carry out step A (not shown in the figure), and fix the pipe body 2 on the positioning fixture 4. In this embodiment, steps B and C are combined, that is, the fuse 1 is vertically fixed on the copper cap 3 through tin in advance. Then put the copper cap 3 on the tube body 2 while passing the fuse through the tube body 2, and put the tube body 3 with the copper cap 3 together with the positioning fixture 4 into the openable Open the high-frequency welding machine for 1 to 5 seconds, and weld the copper cap at this end; after taking it out, put another copper cap on it, put it into the sealed welding cavity again, and put the closed welding cap into the closed welding cavity. Cavity 5 is evacuated into a vacuum state by an air extraction device, and then the high-frequency welding machine is turned on for 1 to 5 seconds to complete the welding of the copper cap at the other end and take it out.
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com