


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Method for rolling and shaping nickel-based high-temperature alloy special-shaped ring forging
A technology of nickel-based superalloy and special-shaped ring, applied in metal rolling and other directions, can solve the problems of prolonged production cycle, coarse grains of ring forgings, undisclosed process steps of rolling nickel-based superalloy special-shaped ring forgings, etc. Excellent, uniform texture
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0026] The main chemical element content (percentage by weight) of the alloy is: 17.0% to 21.0% of Cr, 50.0% to 55.0% of Ni, 2.80% to 3.30% of Mo, 0.75% to 1.15% of Ti, 0.75% to 1.15% of Ti, The amount of Al is 0.30%-0.70%, the content of C is ≤0.08%, the content of Co is ≤1.0%, and other trace elements are also contained, and the balance is Fe.
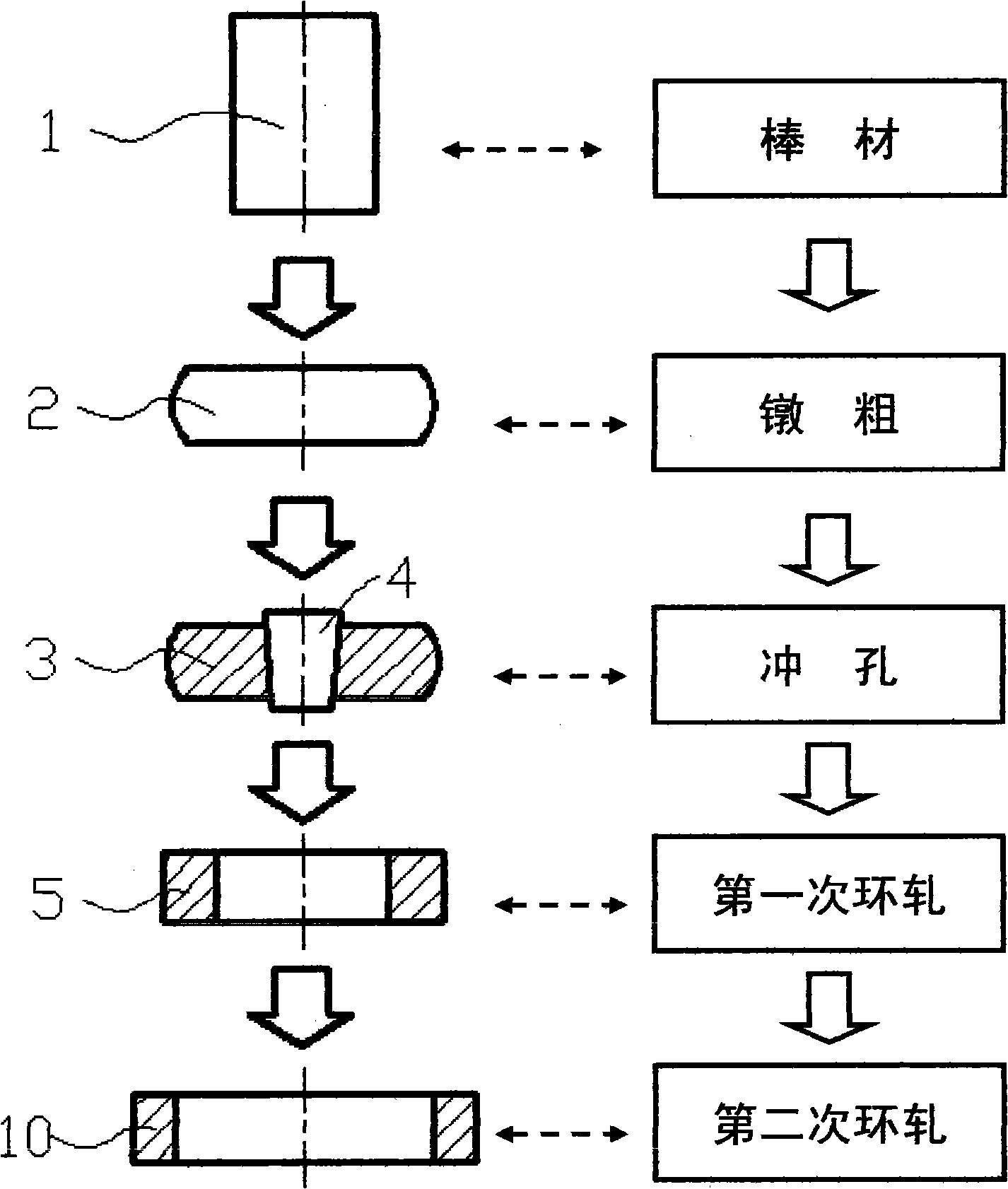
[0027] The process steps of the alloy from the bar to the production of qualified special-shaped ring forgings are as follows:
[0028] Step 1: Billet making of a rectangular pre-rolled billet. like figure 1 As shown, the GH4169 alloy rod 1 blanked according to the specification is heated to a deformation temperature of 1000°C to 1050°C in a forging heating furnace, upsetting on a forging press to deform 60% to 65% to obtain a solid round cake 2, and then Punch the solid round cake 2 out of the central hole with a punch 4 to obtain a hollow round cake 3, the inner diameter of the hollow round cake 3 is 30% to 35% of its outer diame...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com