Aluminum alloy and its composite material non-vacuum semi-solid state vibration-rheological connection method
A composite material and connection method technology, applied in welding equipment, welding equipment, non-electric welding equipment and other directions, can solve the problems of unavoidable interface reaction, difficult brazing process, over-ablation and erosion of base metal, etc., to overcome adverse consequences, Ideal engineering significance, low soldering temperature effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0048] The following examples describe the present invention in more detail:
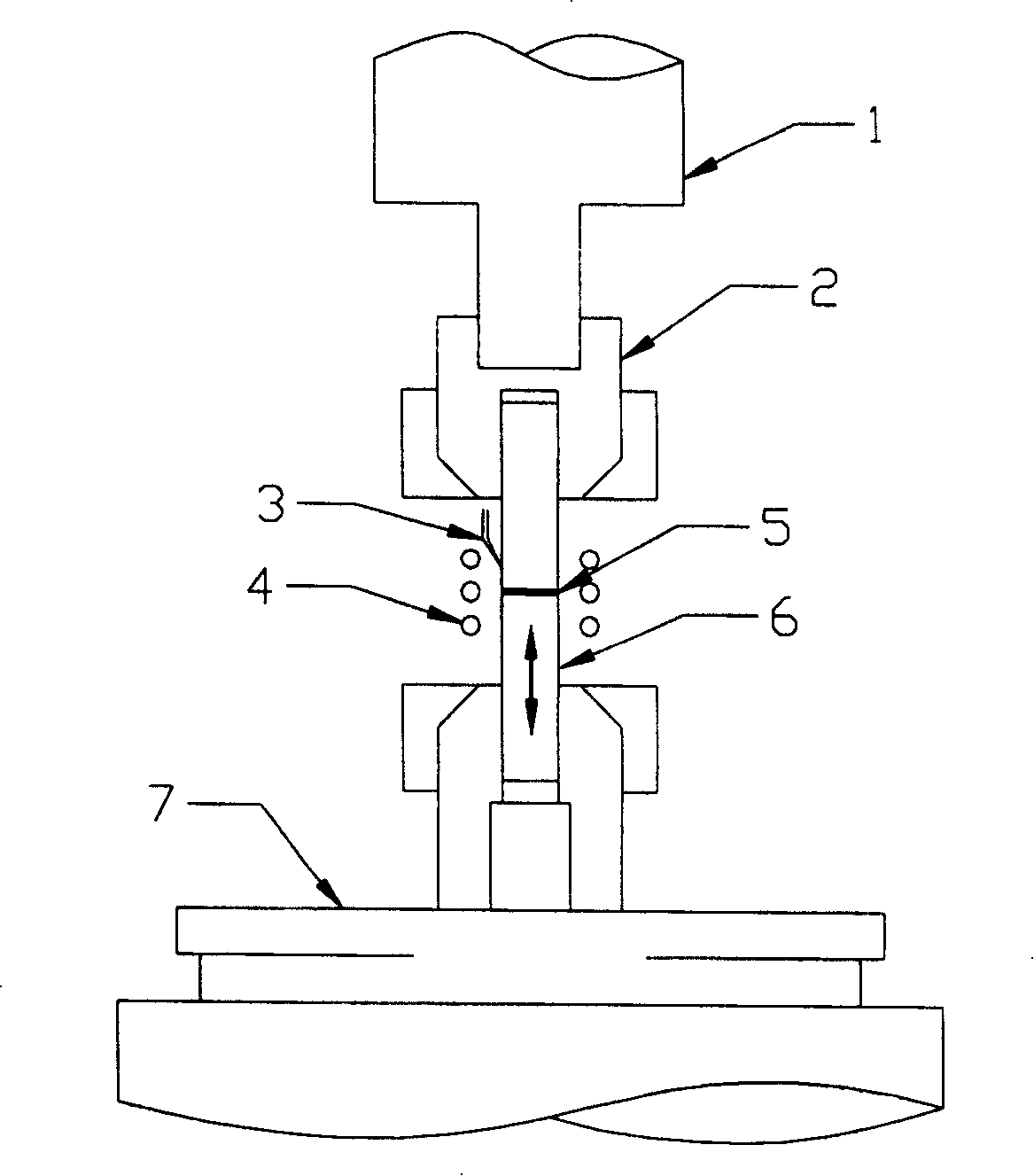
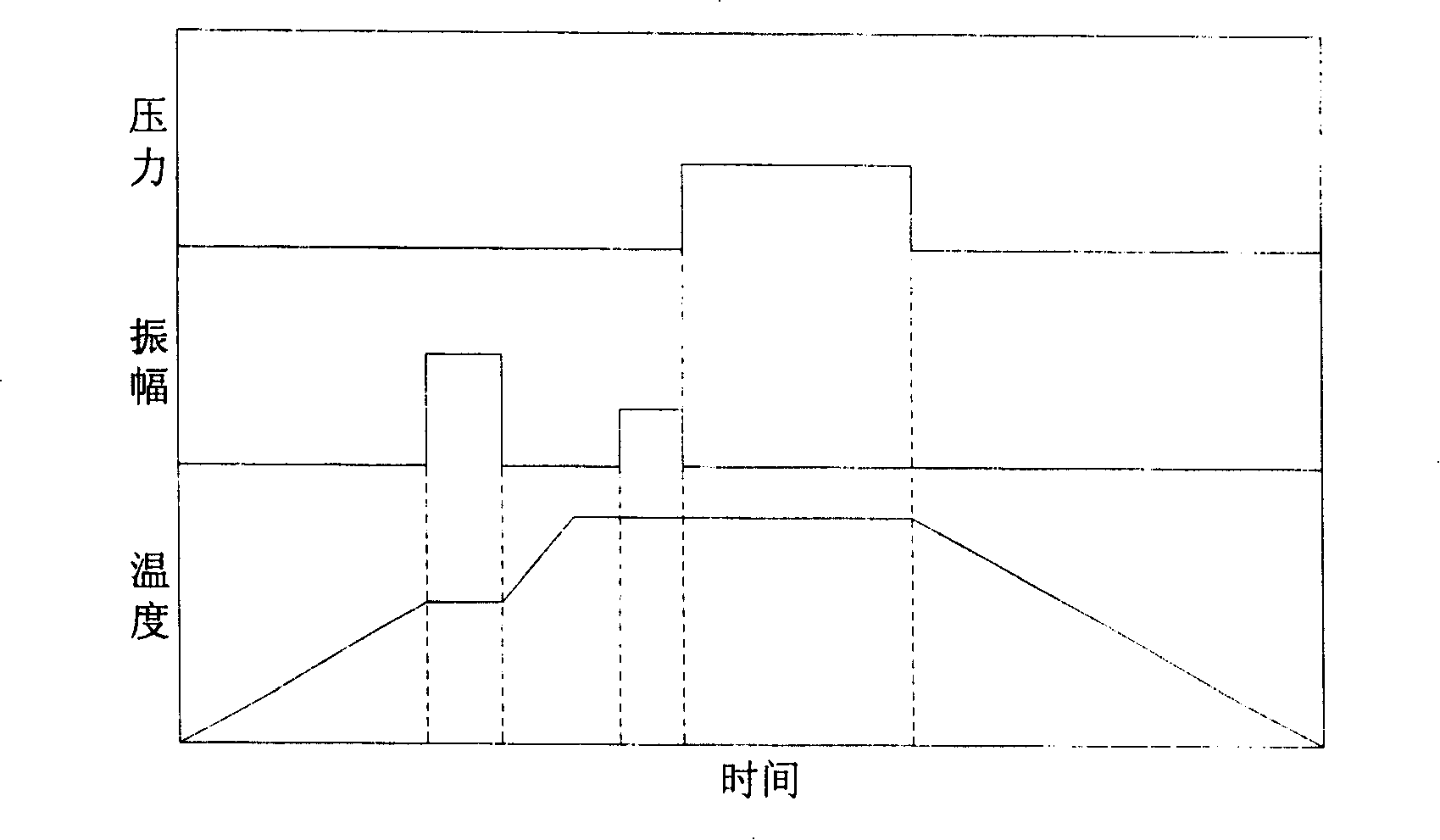
[0049] combine figure 1 1. Install the aluminum-based composite material weldment 6 on the fixture 2 and place medium-temperature solder 5 such as Zn-Al on the two surfaces to be welded. The solder can be sheet-like, foil-shaped, coated or sprayed on the surface to be welded in advance. Heating the weldment through the high-frequency induction coil 4, the heating temperature is between 380-400°C, the heating temperature is controlled by the thermal couple 3, the middle layer solder is melted by heating, the vibration device 7 is started, the amplitude is 0.1-1.5mm, during the vibration process The medium temperature is constant, and the vibration time is 10-300 seconds. After the vibration stops, the temperature rises according to a certain heating rate, and is kept at a predetermined temperature to make the brazing filler metal dissolve a certain thickness of the base metal. The holding temperatur...
PUM
| Property | Measurement | Unit |
|---|---|---|
| elongation | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com