Method for producing a peripherally closed hollow profield element
a technology hollow profiles, which is applied in the field of method for producing a peripherally closed hollow profiled element, can solve the problems of inadequate relative sealing of blanks, and the inability to produce hollow profiled elements as desired, and achieve the effect of reliable production of hollow profiled elements
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
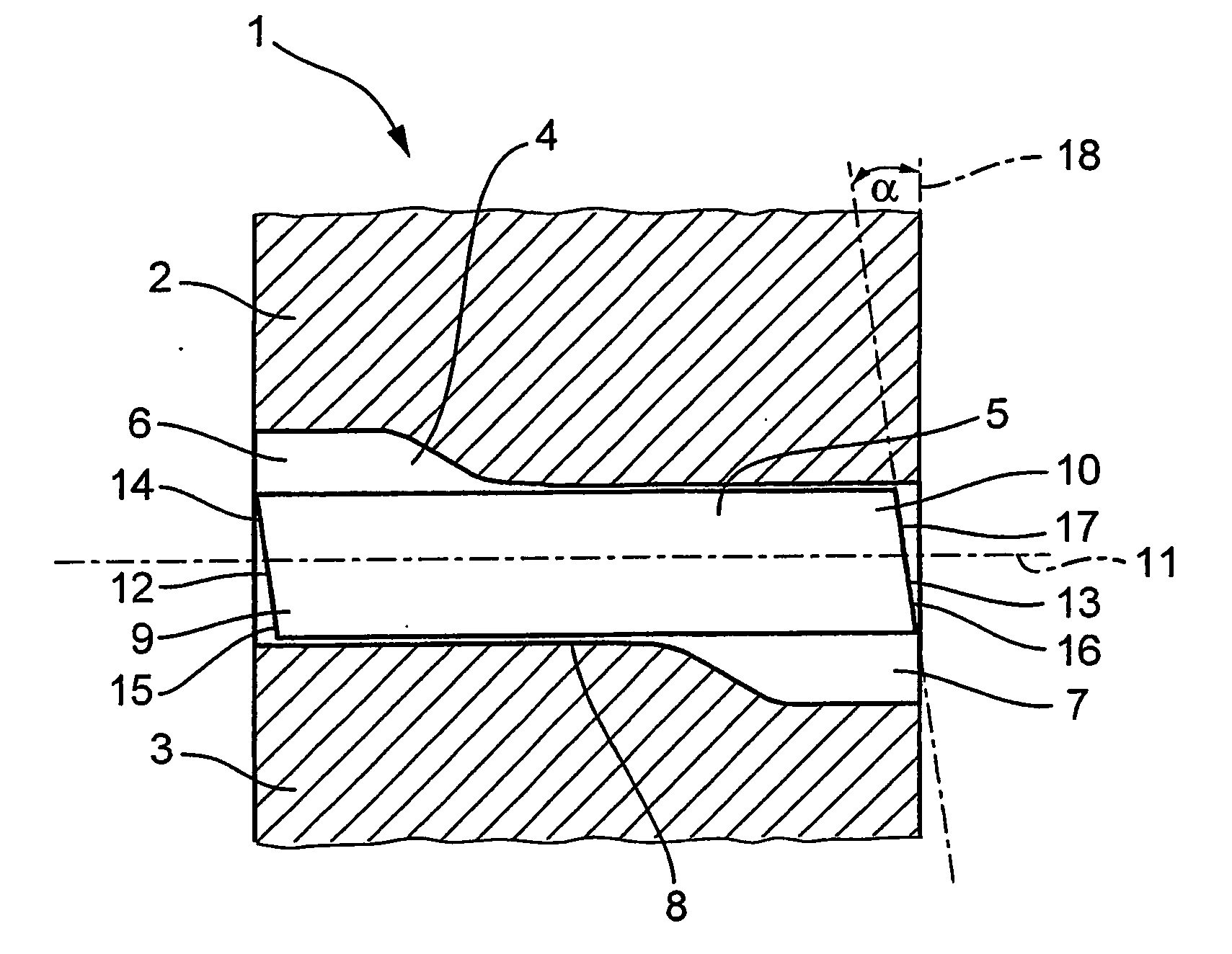
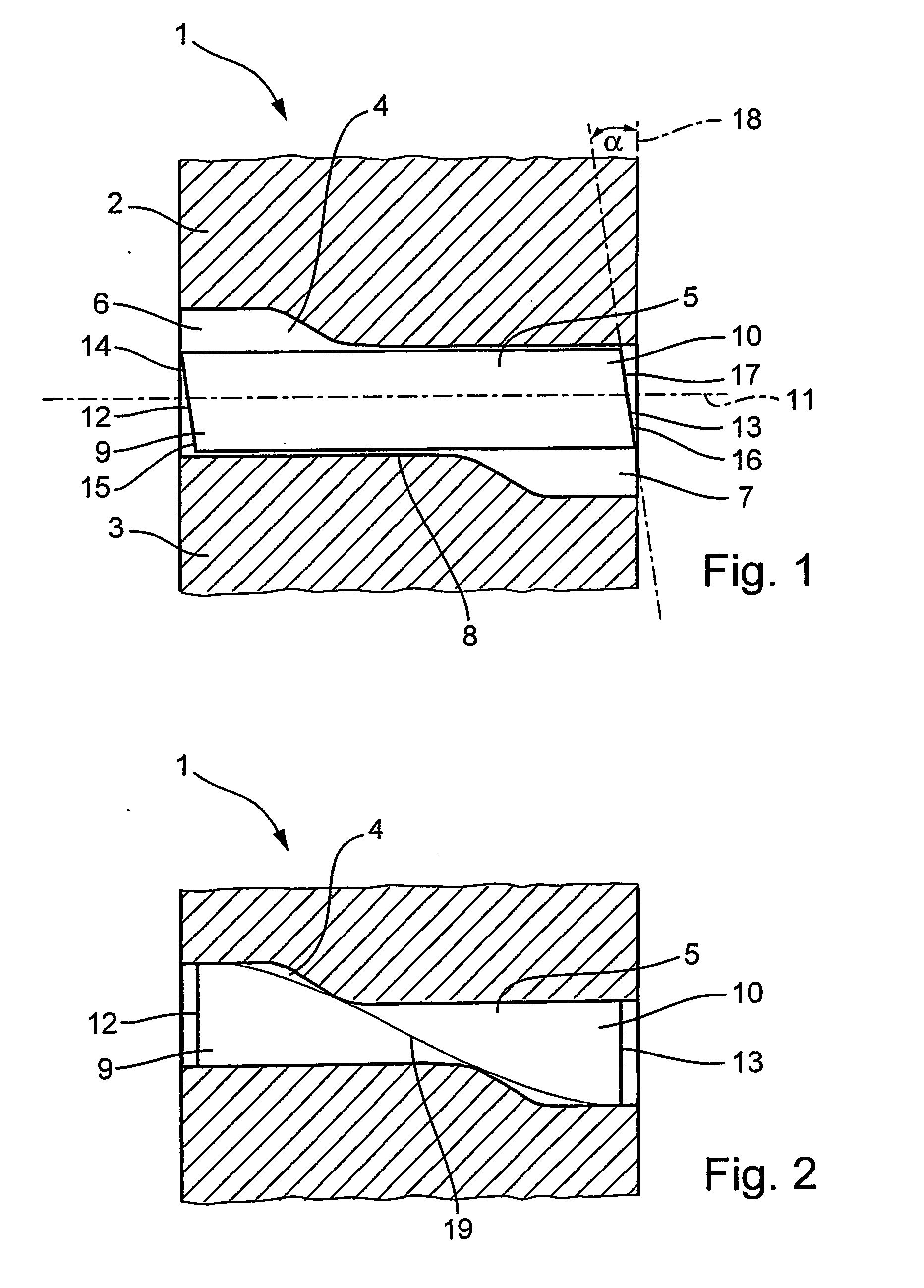
[0017] Shown in FIG. 1 is an internal high-pressure forming tool 1 which consists of a top part 2 and a bottom part 3. The tool die cavity 4, which is formed by both tool parts 2 and 3 and defines a forming space for a blank 5 of a hollow profiled element to be formed which is inserted into the tool 1, is designed in such a way that one end 6 of the die cavity 4 is arranged vertically offset relative to the other end 7. In the closed forming tool 1 according to FIG. 2, these two ends 6 and 7 of the die cavity have approximately the same diameter as the inserted blank 5 of the hollow profiled element. The die cavity 4 is considerably constricted in cross section in a center region 8, which connects the two ends 6 and 7 to one another.
[0018] The blank 5 of the hollow profiled element has in turn, at its two ends 9 and 10, a respective front face 12 or 13 inclined in the direction of the longitudinal axis 11 of the blank 5 of the hollow profiled element. Whereas a top peripheral regio...
PUM
| Property | Measurement | Unit |
|---|---|---|
| beveling angle | aaaaa | aaaaa |
| beveling angle | aaaaa | aaaaa |
| beveling angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com