Heat treated profile extruded hook
a technology of extrusion and heat treatment, which is applied in the direction of snap fasteners, bandages, buckles, etc., can solve the problems of limiting the individual hook, limiting the strength of the engaging head portion of the hook element, and limiting the strength of the individual hooks, so as to increase the extent of molecular orientation and increase the degree of hook member or projection shrinkage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image


Examples
example 1
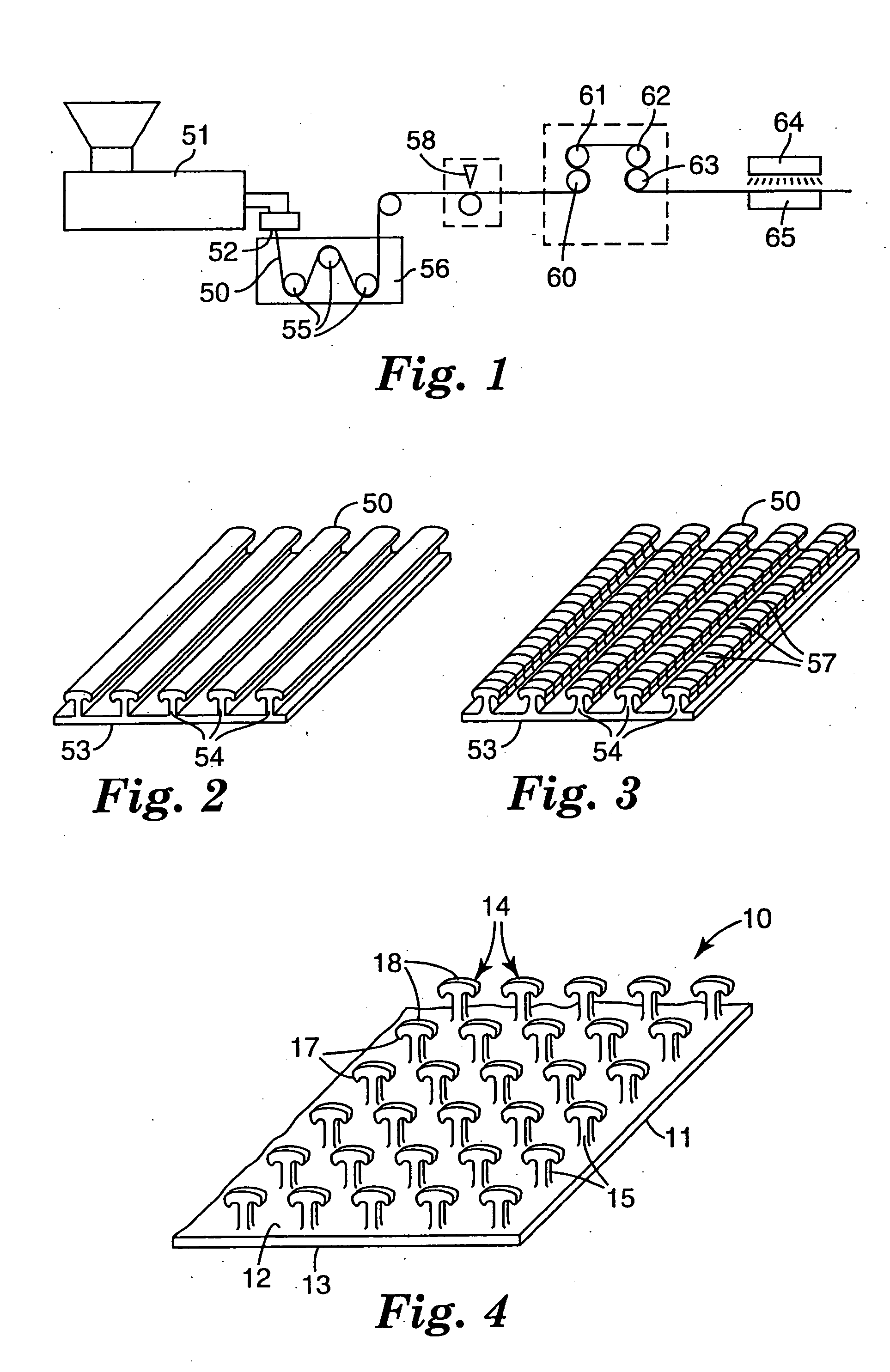
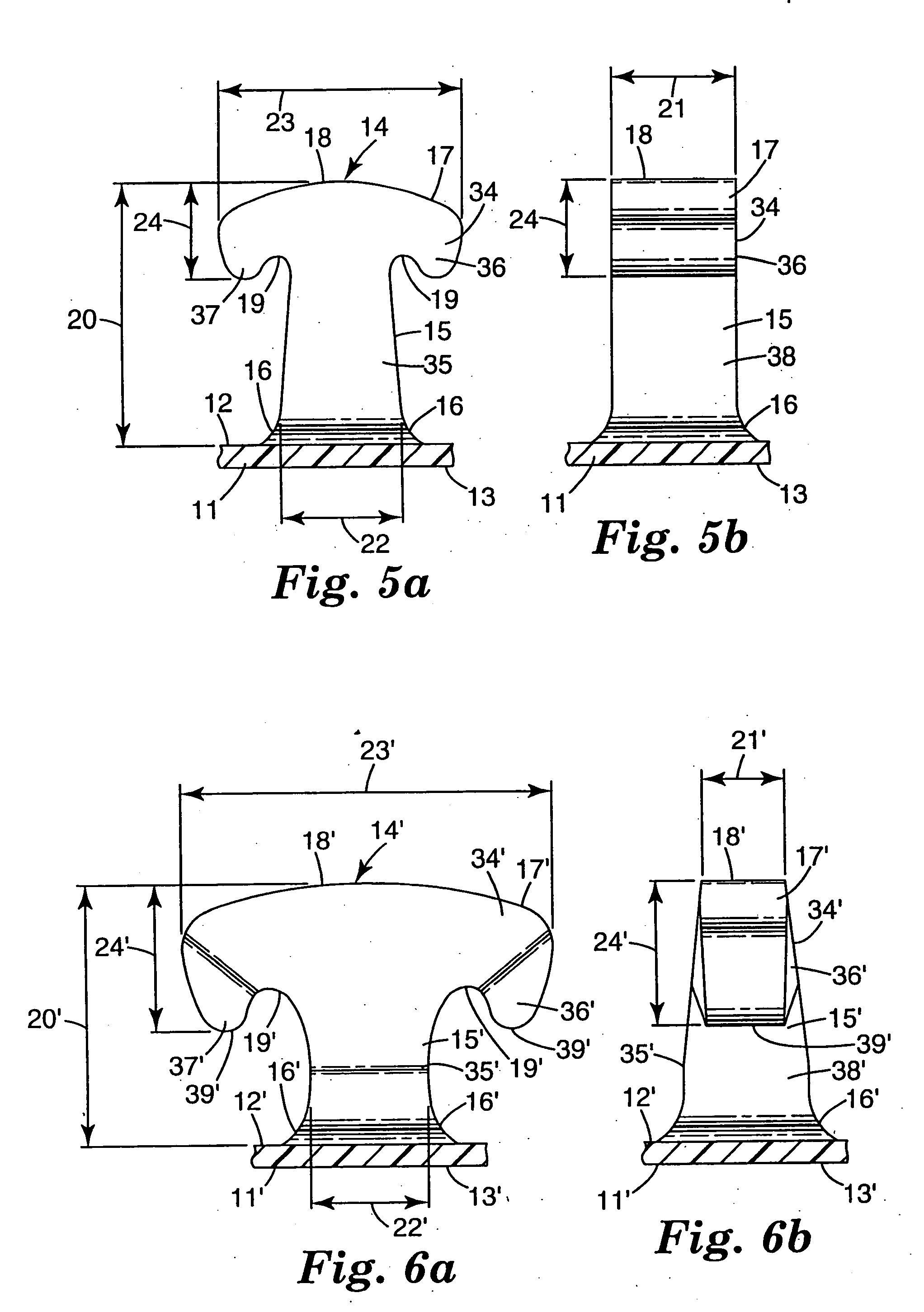
[0074] The web of comparative example C1 was subjected to a non-contact heat treatment on the hook side of the web by passing said web underneath a 36 cm wide ribbon flame burner Aerogen (Alton Hampshire, UK) at a speed of 90 meter / minute with a burner to film gap of 8 mm. The flame power was 74 kj / hour. The smooth base film side of the web was supported on a chill roll maintained at approximately 18° C. The general profiles of the resulting heat treated hook are depicted in FIGS. 6a and 6b. The performance of the hook material web against nonwoven loop material ‘A’ was measured using a 135° peel test with the results shown in Table 1 below. The peel force of the heat-treated web was approximately 63% greater than the non-heated Comparative Example 1.
example 2
[0075] The web of Comparative Example C1 was subjected to a non-contact heat treatment on the hook side of the web by passing said web underneath a bank of 6-1000 watt 1 micron wavelength infrared bulbs at a speed of 2.1 meter / min. The hook to bulb spacing was approximately 2.5 cm. The smooth base film side of the web was supported on a chill roll maintained at approximately 66° C. The general profiles of the resulting heat treated hook are depicted in FIGS. 7a and 7b. The performance of the hook material web against nonwoven loop material ‘A’ was measured using a peel test with the results shown in Table 1 below. The 135° peel force of the heat-treated web was approximately 206% greater than the non-heat treated Comparative Example C1.
example 3
[0077] The web of Comparative Example C2 was subjected to a non-contact heat treatment on the hook side of the web by passing said web underneath a bank of 6-2000 watt 1 micron wavelength infrared bulbs at a speed of 3.0 meter / min. The hook to bulb spacing was approximately 1.6 cm. The smooth base film side of the web was supported on a chill roll maintained at approximately 66° C. The performance of the hook material web against nonwoven loop material ‘A’ was measured using a peel test with the results shown in Table 1 below. The 135° peel force of the heat-treated web was approximately 37% greater than the non-heat treated Comparative Example C2.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| height | aaaaa | aaaaa |
| width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com