Method of manufacturing a rigid internal gear of a wave gear device
a technology of wave gear and internal gear, which is applied in the direction of gear teeth, manufacturing tools, gearing, etc., can solve the problems of loss of the advantages of a wave gear device being lightweight, device becoming considerably heavy, and rigid internal gear accounting for a large proportion of the weight of the components of the wave gear devi
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Benefits of technology
Problems solved by technology
Method used
Image



Examples
second embodiment
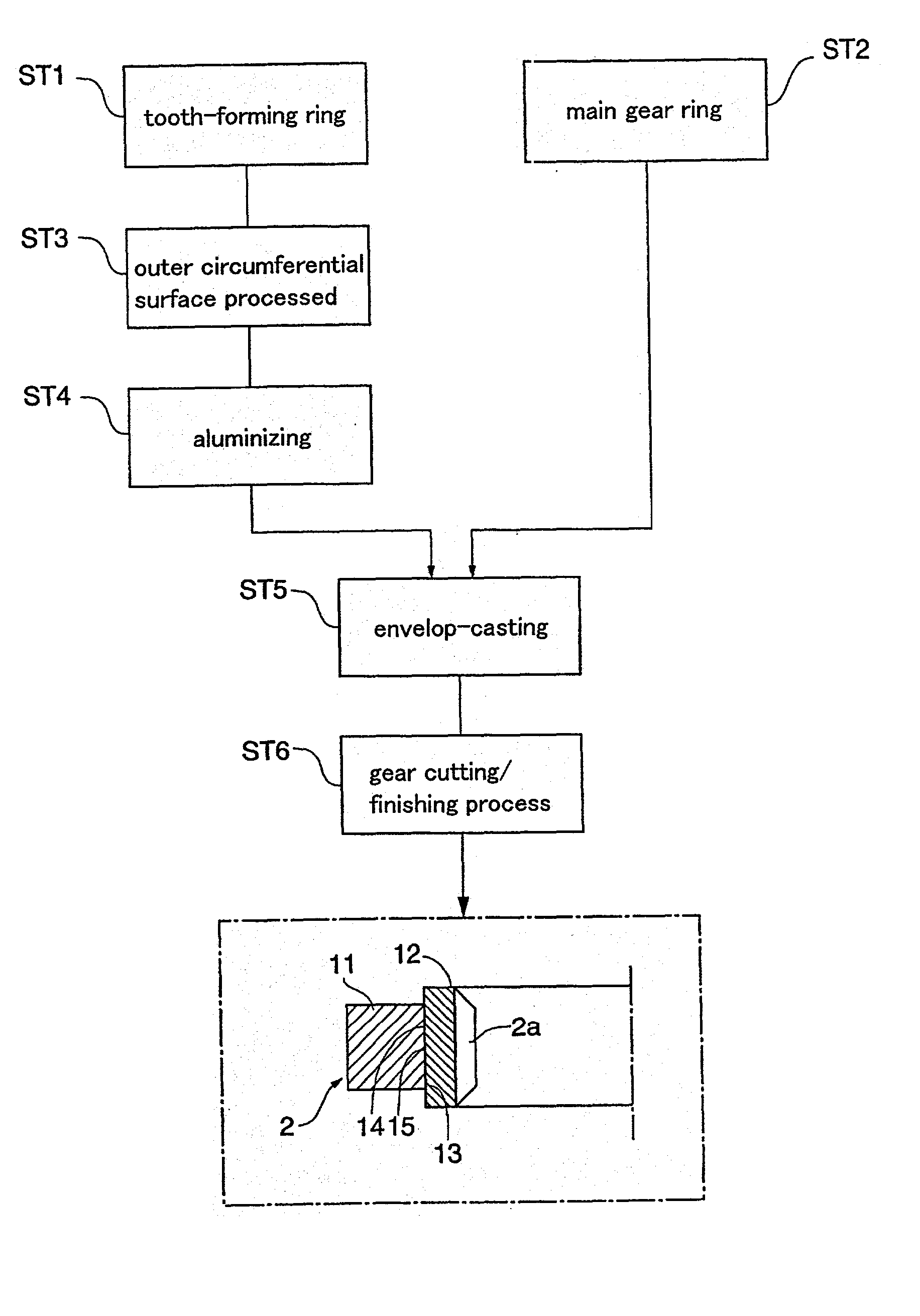
[0043] The following describes a different method for attaching the tooth-forming ring 12 and the main gear ring 11.
[0044] FIG. 4 is a general flowchart showing the manufacturing process of a composite rigid internal gear 2A of the present embodiment. As shown in the drawing, a tooth-forming ring 12 in which the internal teeth 2a have not been formed and a main gear ring 11 are separately manufactured (steps ST11, ST12). In the present embodiment, the tooth-forming ring 12 is formed of an abrasion-resistant and strong material, while the main gear ring 11 is formed of a lightweight material. Also, the materials are chosen so that the linear expansion coefficient of the tooth-forming ring 12 is larger than that of the main gear ring 11. Example combinations of the material and linear expansion coefficient of the tooth-forming ring 12 and those of the main gear ring 11 are shown below.
1 Main gear ring 11 (linear Tooth-forming ring 12 (linear expansion coefficient) expansion coefficien...
third embodiment
[0053] The following describes a different method for attaching the tooth-forming ring and the main gear ring, with reference to FIGS. 6 and 7.
[0054] FIG. 6 is an explanatory view of part of an outer circumferential surface of the tooth-forming ring 12C used in the bonding method of the present embodiment, and FIG. 7 is a general flowchart showing the manufacturing process of a composite rigid internal gear 2C of the present embodiment. The following describes the manufacturing process of the combined rigid internal gear 2C of the present embodiment, with reference to these drawings.
[0055] First, a tooth-forming ring 12C in which the internal teeth 2a have not been formed is manufactured from a ferrous material that is strong and abrasion-resistant (step ST21 in FIG. 7). Also, the main gear ring 11 is manufactured from a lightweight aluminum alloy (step ST22 in FIG. 7).
[0056] Next, a knurling process is performed on the outer circumferential surface 14C of the tooth-forming ring 12C...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Angle | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com