TWIP steel laser welding method based on high-entropy alloy intermediate layer
A high-entropy alloy, laser welding technology, applied in laser welding equipment, welding equipment, metal processing equipment and other directions, can solve the problems of mechanical properties decline, serious burn-out segregation of weld elements, and restricted use.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0055] The composition of the intermediate layer selected in this embodiment is CoCrFeNi high-entropy alloy, and its atomic ratio is Co:Cr:Fe:Ni=1:1:1:1.
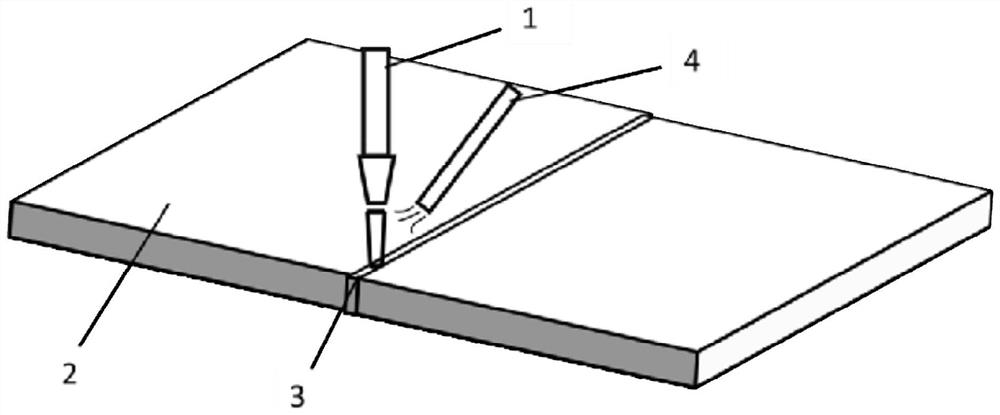
[0056] A TWIP steel laser welding method based on a high-entropy alloy intermediate layer, the specific steps are as follows:
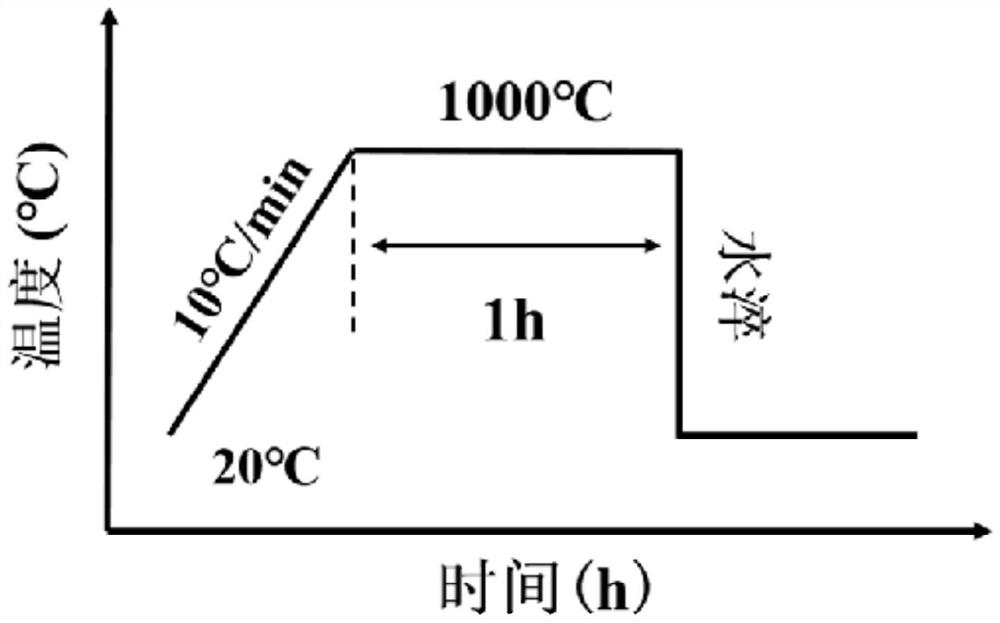
[0057] The Co, Cr, Fe, and Ni of the metal raw material particles (purity of 99.99%) are proportioned according to the atomic ratio of 1:1:1:1, weighed, and repeatedly smelted by an arc melting furnace for 5 times. ingot. Under the protection of argon, the ingot was homogenized and heat-treated at 1200°C for 24h, and then water quenched. Then, use wire cutting technology to cut the high-entropy alloy into metal sheets with a thickness of 0.5mm, and the remaining dimensions are the same as the size of the surface to be welded. Significant oxide layer;
[0058] Put the TWIP steel to be welded into an electric heating furnace for annealing treatment, the heating rate is 10°C / min, the holding temper...
Embodiment 2
[0064] The welding method of this embodiment is basically the same as that of Embodiment 1, except that the high-entropy alloy used is CoCrNi, and its atomic ratio is Co:Cr:Ni=1:1:1.
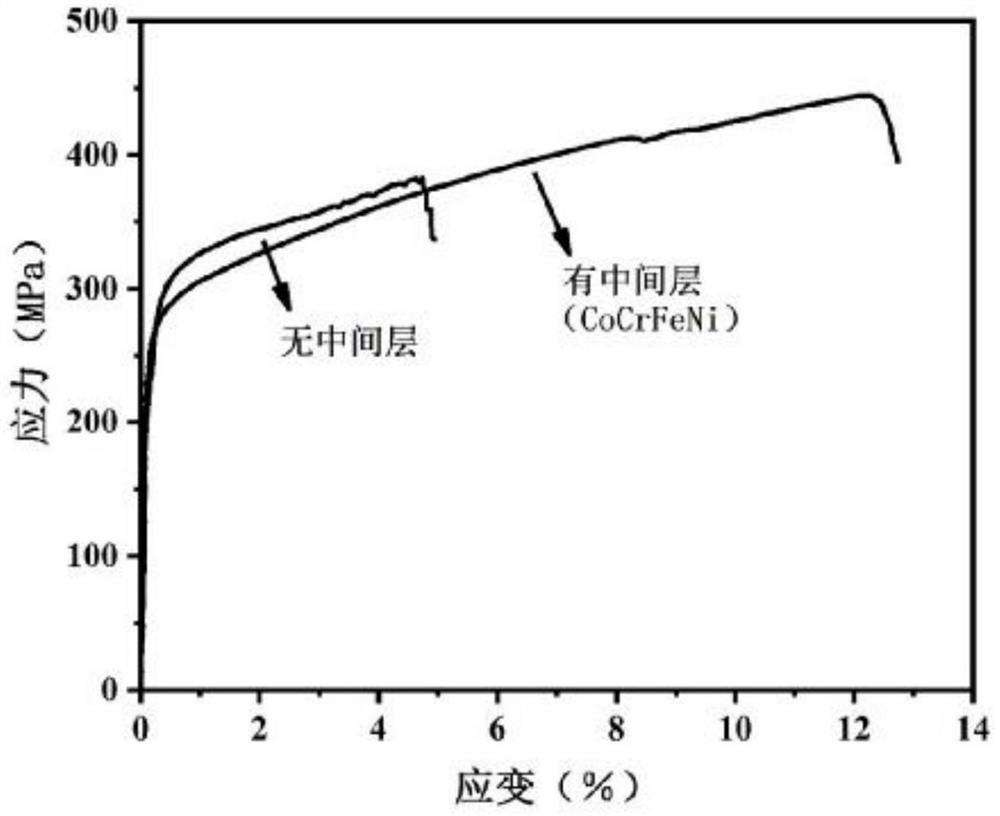
[0065] The TWIP steel welded joint with CoCrNi as the intermediate layer and the directly welded joint of the reference TWIP steel are tested, and the obtained stress-strain curve is as follows: Figure 4 shown.
[0066] Depend on Figure 4 It can be seen that the tensile strength of the welded joint that is directly laser welded without adding the intermediate layer is 382.6MPa and the elongation is 4.74%, while the tensile strength of the welded joint that is laser welded by adding CoCrNi high entropy alloy in Example 2 is 384.7 MPa, the elongation is 6.83%. It can be seen that CoCrNi high-entropy alloy flakes are used as the welding intermediate layer of TWIP steel in this example, and the obtained welded joint has higher strength and better elongation.
[0067] In the welding method provi...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com