Extrusion rolling process and extrusion rolling equipment for sharp R angle of profile
A profile, sharp technology, applied in the rolling field of metal profile sharp R-angle extrusion forming, can solve the problems of local stress concentration, poor aesthetics, uneven forming R-angle structure, etc., to improve strength and improve fatigue Good strength and tensile strength
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0059] The present invention will be described in detail below in conjunction with specific embodiments.
[0060] extrusion process
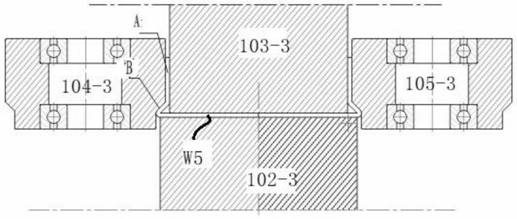
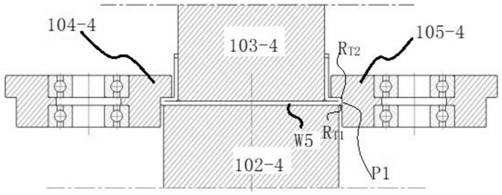
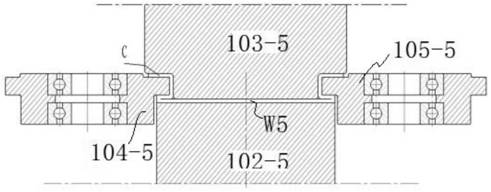
[0061] In a preferred embodiment, the extrusion process of the sharp R-angle of the profile outer contour of the present invention is usually carried out after the cold bending roll forming process, and the processing object is a naturally formed outer profile obtained by ordinary cold bending roll forming Profile W with R angle. The thickness dimension of the profile is usually between 0.5-6mm, and the original radius dimension R of the naturally formed outer contour R angle 0 Usually 1-8mm. Of course, the extrusion and rolling process protected by the present invention is not limited to the implementation of the profile with the above thickness range, and can also be implemented for the profile with a suitable structure, and is not limited to be followed by the cold bending roll forming process.
[0062] The extrusion process of the prese...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
| size | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com