A system for dynamic design and sizing
A dynamic design and sizing technology, applied to metal processing equipment, metal rolling, manufacturing tools, etc., can solve problems such as production loss and calculation errors, and achieve the effect of improving accuracy and avoiding calculation errors
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment 1
[0148] Internal grade corresponding to an order: S09410;
[0149] The passing units involving thickness are: APL (normalization)-RCM (twentieth-high mill)-CA_CL2 (finished annealing)-CS_CL2 (re-rolling)
[0150] Using the forward-backward calculation method, the following information is obtained:
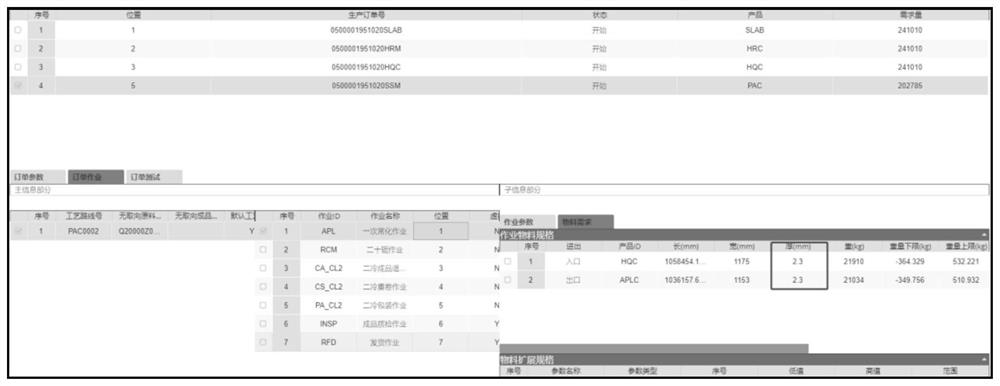
[0151] (1) Designated thickness of hot rolling: 2.3mm
[0152] (2) Negative deviation rolling amount: 0
[0153] (3) Order thickness: 0.35
[0154] According to the information from (1) to (3), the final development results of each process / unit after calculation are as follows image 3 ~attached Image 6 shown:
[0155] Normalization: inlet thickness 2.3mm, outlet thickness 2.3mm;
[0156] Twenty rollers: inlet thickness 2.3mm, outlet thickness 0.35mm;
[0157] Finished annealing: inlet thickness 0.35mm, outlet thickness 0.35mm;
[0158] Rewinding: inlet thickness 0.35mm, outlet thickness 0.35mm.
Embodiment 2
[0165] Internal grade corresponding to an order: S12110;
[0166] The passing units involving the amount of width are: APL (normalization) - PL_TCM (acid rolling combined unit) - CA_CL2 (finished annealing) - CS_CL2 (re-rolling)
[0167] Using the calculation method from front to back, first obtain the specified width of hot rolling according to the width of the order:
[0168] (1) Order width: 1237mm;
[0169] (2) The specified width of hot rolling: 1275mm;
[0170] Then, according to the above width information, further obtain other width production information:
[0171] (3) APL trimming amount: 0
[0172] (4) PL_TCM necking amount: 4
[0173] (5) PL_TCM trimming amount: 0
[0174] (6) CS_CL2 trimming amount: 34
[0175] According to the information from (1) to (6), the inlet and outlet widths of each process / unit are calculated in turn, and the final expansion results are shown in the appendix. Figure 8 ~attached Figure 11 shown:
[0176] Normalization: inlet w...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com