


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Strengthening method of base assembly welding sequence
A group welding and sequential technology, which is applied in welding equipment, earthwork drilling, manufacturing tools, etc., can solve the problems that the column socket cannot be covered, the source of weld cracking, and the load-bearing area can be reduced, so as to improve and optimize the welding process parameters , Improve the welding process sequence, improve the effect of stability
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
specific Embodiment approach
[0023] The base group welding order of the present invention is enhanced, and the preferred embodiment is:
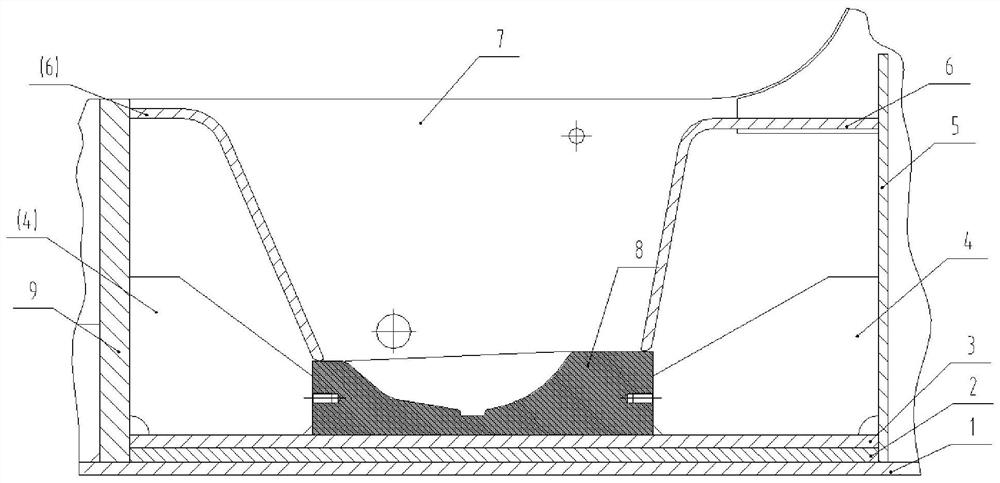
[0024] The base assembly includes a top plate, a pad, a cover plate, a rib, a rubber, a bending plate, a main guide, a column nest, a bridge, an overall assembly, and a welding order comprises:
[0025] One welding:
[0026] First, assemble the main tene and the top plate and weld the weld;
[0027] Then, the side of the bridge and the left side of the bridge and the left side of the bridging plate are welded, and the remaining unbained weld is only soldered, and the same column nest is continuously welded;
[0028] Secondary welding: set the pads and weld the pad;
[0029] Talking three times: The cover is good, and the cover solder is welded by the pillar nest, and the remaining unbained weld is only soldered, and the same column nest is continuously welded;
[0030] Four welding:
[0031] First, the column, the ribs are combined, and the ribs and the hoe-shaped pillars a...
specific Embodiment
[0037] Overall assembly, welding order:
[0038] Such as figure 1 Distance
[0039] Once, 1 first, the outer exterior tendons are assembled and welded to weld;
[0040] 2 is covered by the pad and the left side of the bridge and the left end of the bond plate and the upper left end of the support is welded. The remaining unbelled weld is only soldered, and the same column nest is continuously welded.
[0041] Second, 1 pad group is good and welded.
[0042] Three times, 1 cover group, and will weld the cover solder by the pillar nest, and the remaining unbained weld is only soldered, and the same column nest is continuously welded.
[0043] Four times, 1 pillar, the ribs, the ribs and bending plates are welded;
[0044] 2 Remaining bridge right end weld, remaining cover weld, left ends of the remaining support.
[0045] Five times, 1 bending plate group is good, the bending plate weld and the remaining welds of the pillarside are welded.
[0046] The present invention has the adva...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com