


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Preparation method of multilayer online gluing type PVC plate
A stone-plastic board, stone-plastic technology, applied in chemical instruments and methods, lamination, layered products, etc., can solve the problems affecting the mechanical properties of the resin sheet, as well as the flatness, high stress, and increased stress of the resin sheet.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
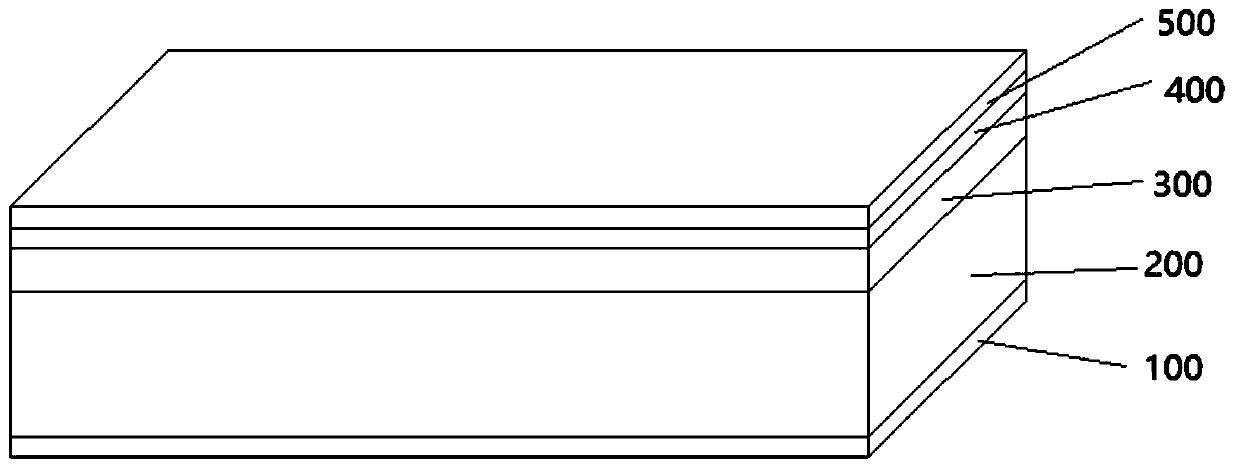
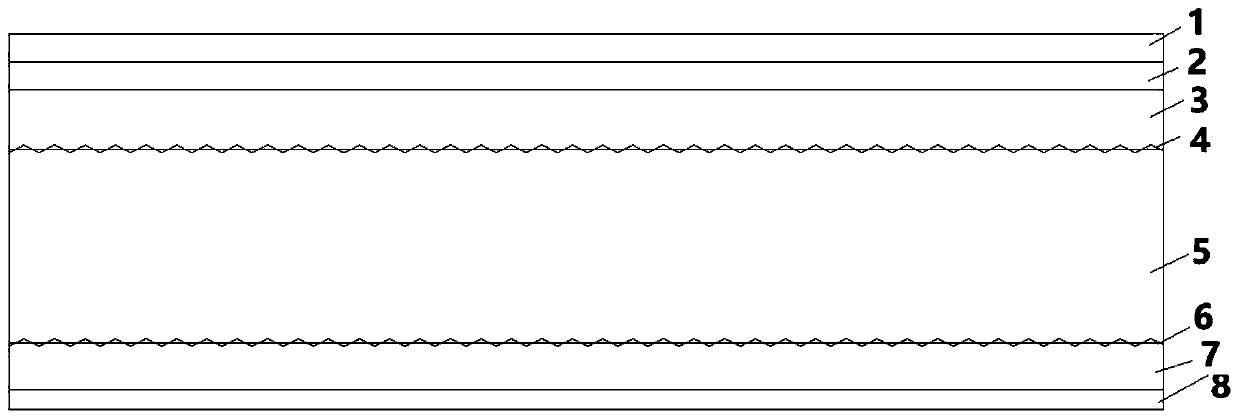
[0161] Such as image 3 As shown, the multi-layer online laminated stone-plastic panel includes wear-resistant layer 1, decorative layer 2, upper stone-plastic layer 3, glass fiber cloth layer 4, middle stone-plastic layer 5, and glass fiber cloth layer from the top layer to the bottom layer. 6. The lower stone-plastic layer 7 and the buffer layer 8, the upper stone-plastic layer, the middle stone-plastic layer and the lower stone-plastic layer are respectively extruded, the mesh size of the glass fiber cloth is 2mm*2mm, and the wear-resistant layer is made of aluminum oxide Melamine formaldehyde resin, the decorative layer is a PVC film with pre-printed patterns, the thickness of the upper stone-plastic layer is 1.5mm, and the thickness is higher than the upper stone-plastic layer: middle stone-plastic layer: lower stone-plastic layer = 1:3:0.9, and the buffer layer is 1mm Thickness foamed PVC with a foaming degree of 8.
[0162] The upper stone-plastic layer consists of the...
Embodiment 2
[0169] This multi-layer online laminated stone-plastic panel includes wear-resistant layer, decorative layer, upper stone-plastic layer, glass fiber cloth layer, middle stone-plastic layer, glass fiber cloth layer, lower stone-plastic layer and buffer layer from the top layer to the bottom layer. , the upper stone-plastic layer, the middle stone-plastic layer and the lower stone-plastic layer are extruded separately, the mesh size of the glass fiber cloth is 5mm*5mm, double-layer glass fiber cloth can be used, the wear-resistant layer is polyurethane, and the thickness of the upper stone-plastic layer is 1mm, the thickness ratio of upper stone-plastic layer: middle stone-plastic layer: lower stone-plastic layer = 1:4.5:1.5, and the buffer layer is XPE with a thickness of 1mm.
[0170] The upper stone-plastic layer consists of the following raw materials in parts by weight:
[0171]
[0172] The Zhongshi plastic layer is composed of the following raw materials by weight:
...
Embodiment 3
[0177] This multi-layer online laminated stone-plastic panel includes wear-resistant layer 1, decorative layer 2, upper stone-plastic layer 3, glass fiber cloth layer 4, middle stone-plastic layer 5, glass fiber cloth layer 6, and lower layer from the top layer to the bottom layer. The stone-plastic layer 7 and the buffer layer 8, the upper stone-plastic layer, the middle stone-plastic layer and the lower stone-plastic layer are respectively extruded, the mesh size of the glass fiber cloth is 7mm*7mm, the wear-resistant layer is polyurethane, and the thickness of the upper stone-plastic layer is 2mm, the thickness ratio of upper stone-plastic layer: middle stone-plastic layer: lower stone-plastic layer = 1:3.8:1, and the buffer layer is IXPE with a thickness of 2mm.
[0178] The upper stone-plastic layer consists of the following raw materials in parts by weight:
[0179]
[0180] The Zhongshi plastic layer is composed of the following raw materials by weight:
[0181] ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com