Continuous mold pressing manufacturing process of fan blade thermoplastic composite beam cap
A technology of fan blades and composite materials, which is applied to other household appliances, household appliances, household components, etc., can solve the problems of difficulty in guaranteeing process efficiency and process quality, poor flexibility of process size and shape, and affecting product performance and cost. Recycling, strong designability, and the effect of reducing environmental damage
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
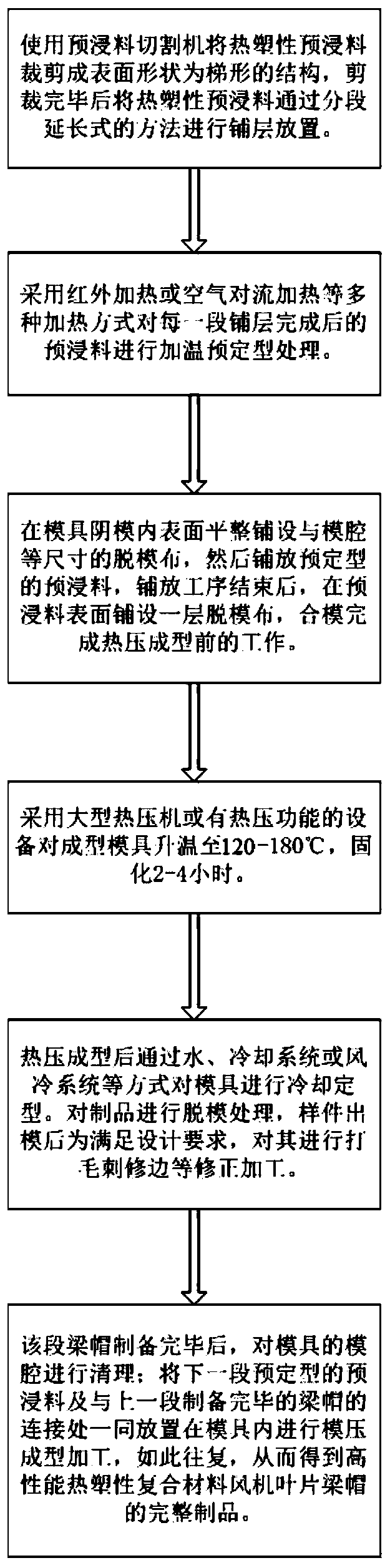
[0044] The above-mentioned continuous molding process for the spar cap of a thermoplastic composite material for fan blades specifically includes the following steps: figure 1 as shown,
[0045] Step 1. Prepare a quantitative amount of thermoplastic prepreg wire or prepreg tape according to the size of the pre-designed fan blade spar cap;
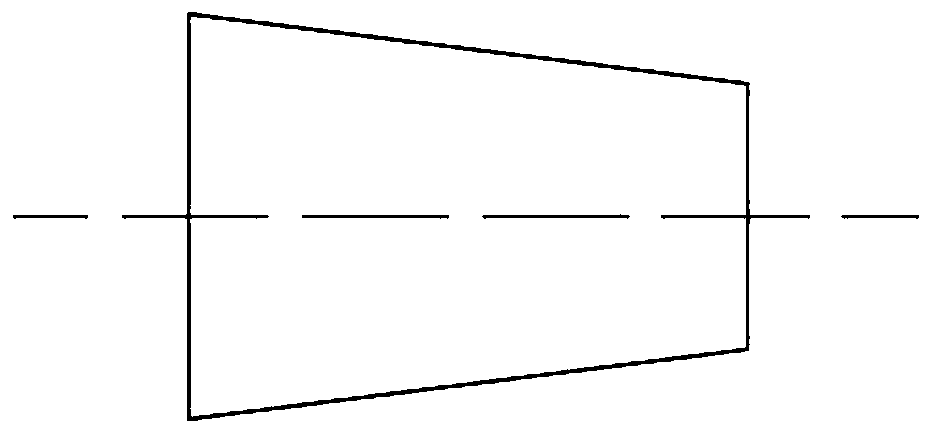
[0046] Step 2. Use the prepreg cutting machine to cut and cut the thermoplastic prepreg in batches according to the required size, and cut it into a trapezoidal surface shape. The cutting shape is as follows: figure 2 as shown, figure 2 A top view of a layup for a single prepreg;
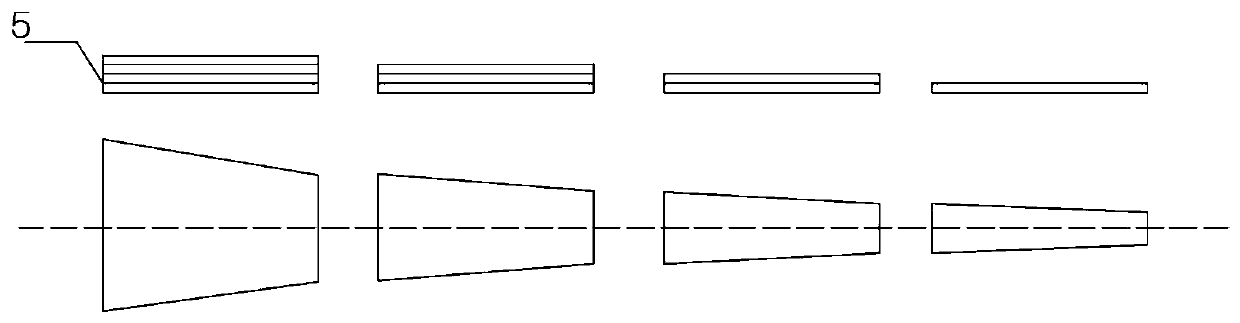
[0047] Step 3. Place the trimmed thermoplastic prepreg in a segmented and extended manner; image 3 as shown, image 3 Below is a top view of multiple prepreg layups on the same extension line, image 3 The upper side is the side view of the corresponding prepreg layup, the middle is the largest ply pre-set section, and the number of plies in the other ply...
Embodiment 2
[0064] In another typical embodiment, in step 3, the cut glass fiber prepreg and carbon fiber prepreg are hybridly laminated, that is, five layers of glass fiber prepreg, one layer of carbon fiber prepreg, Lay up in this way until the desired ply thickness is achieved. In the step 4, a hot press is used, and the preheating temperature is set to 40° C.; in the steps 5 and 6, the hot pressing curing temperature is 130° C., the pressure is set to 2 MPa, and the curing time is 4 hours. Other preparation steps are identical with embodiment 1.
Embodiment 3
[0066] In another typical embodiment, in step 3, the cut glass fiber prepreg and carbon fiber prepreg are hybridly laminated, that is, two layers of glass fiber prepreg, one layer of carbon fiber prepreg, Lay up in this way until the desired ply thickness is achieved. In the step 4, the preheating temperature is set to 50° C.; in the steps 5 and 6, the hot press curing temperature is 150° C., the pressure is set to 2 MPa, and the curing time is 3 hours. Other preparation steps are identical with embodiment 1.
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com