Hot isostatic pressing method for preventing adhesion between welding part and package sleeve.
A technology of hot isostatic pressing and welding parts, which is applied in welding equipment, non-electric welding equipment, ion implantation plating, etc., can solve the problems of incomplete anti-adhesion effect and welding interface defects, and achieve the integrity of weldments, easy separation, The effect of improving quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
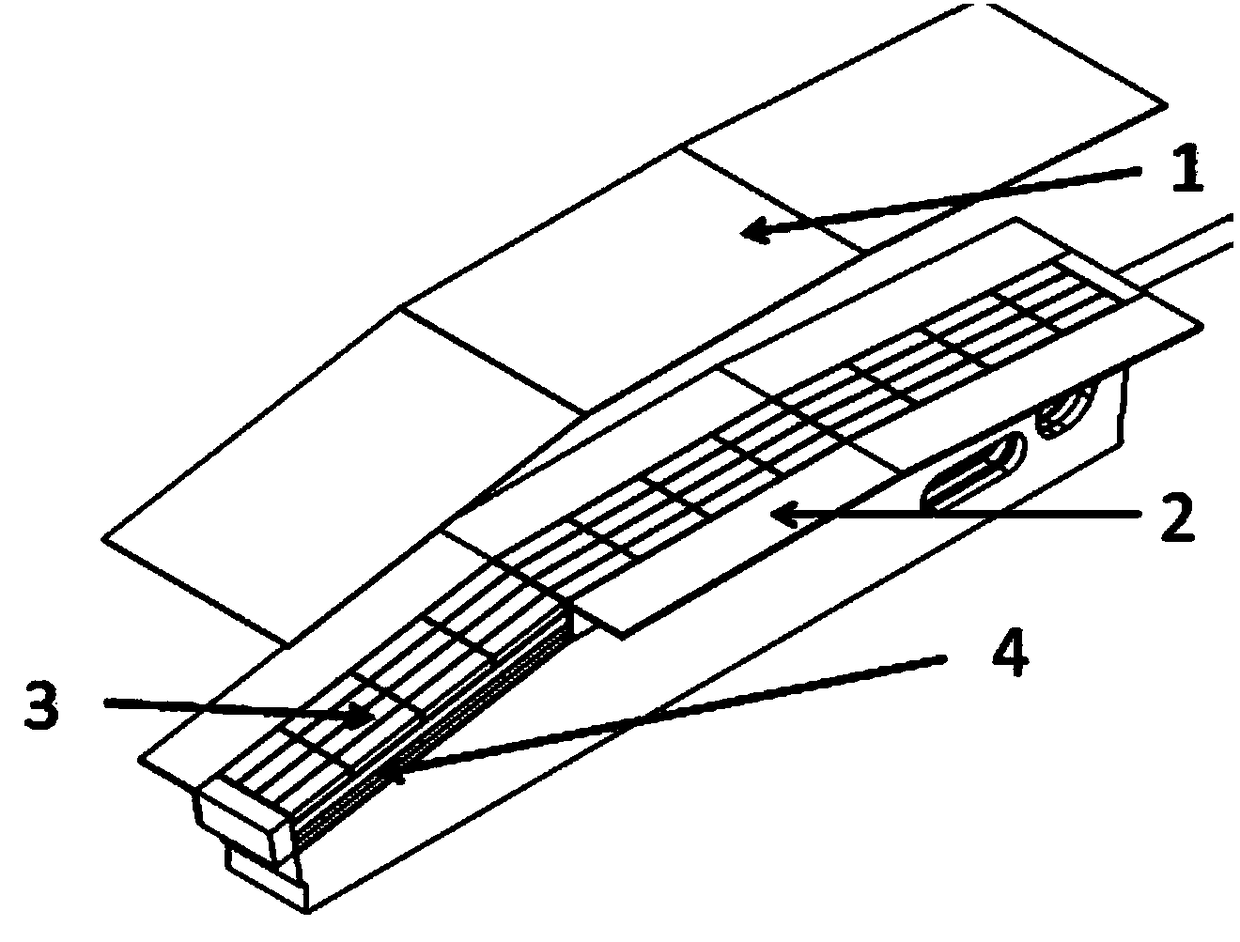
[0045] The part to be welded is the semi-prototype finger module of the first wall of the shielding cladding of the thermonuclear experimental reactor, such as figure 1 As shown, the finger module is composed of 48 beryllium tiles 3 of different sizes and a curved composite plate cooling base 4 with cooling channels through hot isostatic welding. The curved surface composite plate cooling base 4 is made of copper-chromium-zirconium alloy or 316L stainless steel or 316N stainless steel.
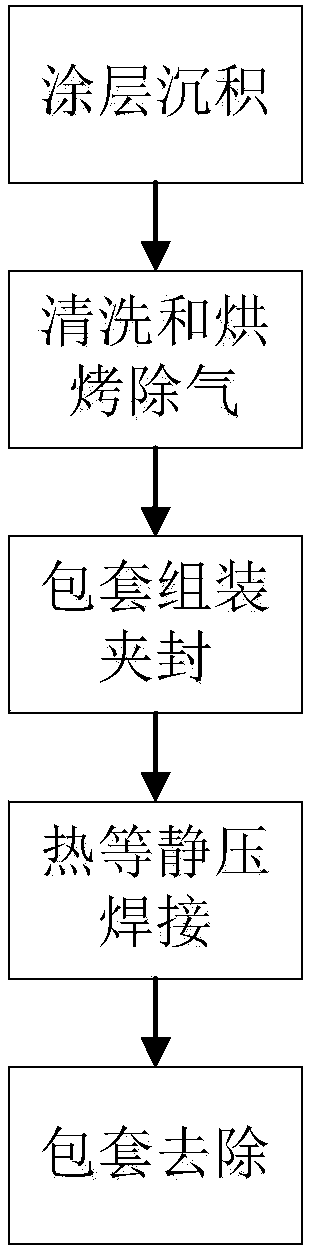
[0046] The hot isostatic pressing method in the present embodiment is as figure 2 As shown, it specifically includes the following steps:
[0047] Step 1. Coating Deposition
[0048] Depositing a ceramic-based coating on the part of the surface of the sheath cover 1 in contact with the beryllium tile 3;
[0049] The jacket cover 1 is made of 304 stainless steel with a thickness of 2 mm, and an alumina ceramic coating is deposited on the part of its surface in contact with the beryllium til...
Embodiment 2
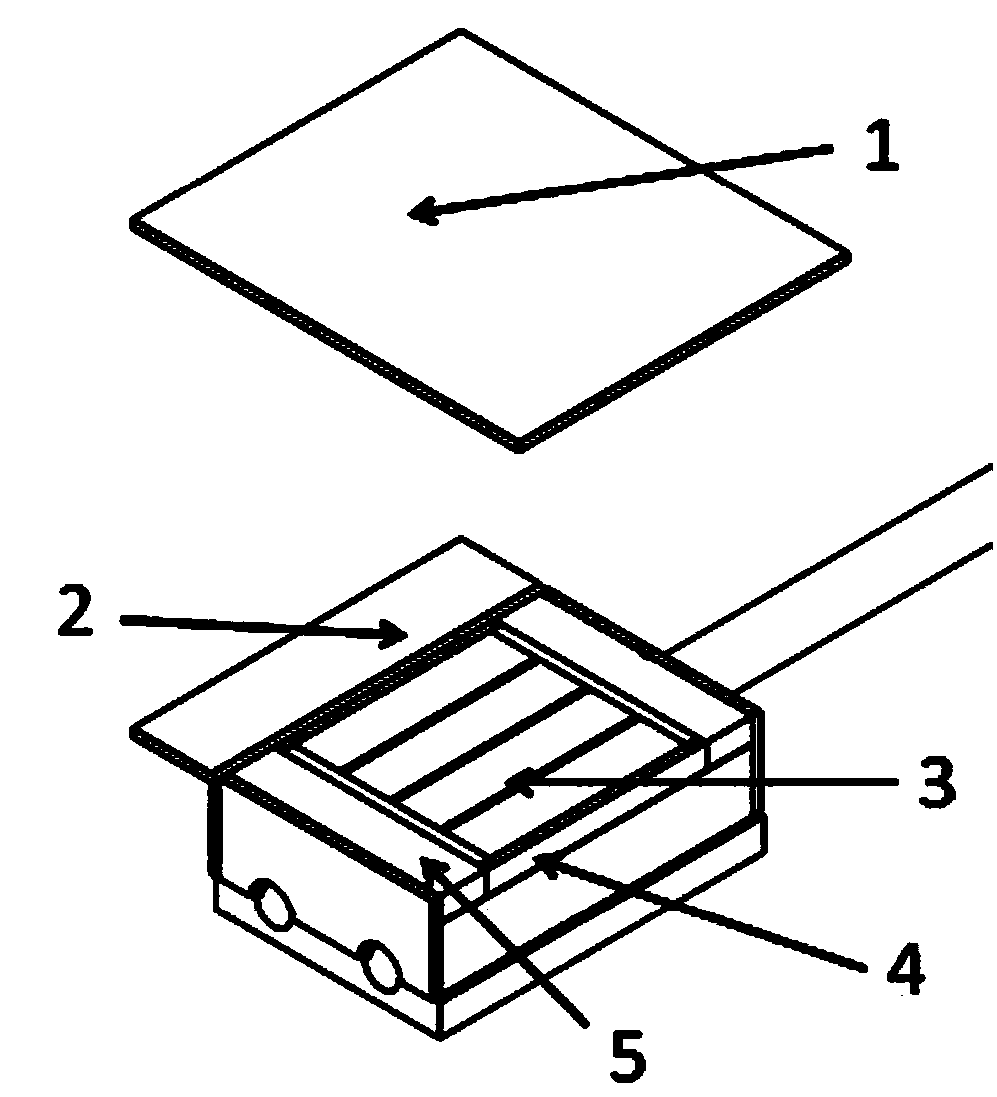
[0068] The part to be welded is the neutron irradiation module of the first wall of the shielding cladding of the thermonuclear fusion experimental reactor, such as figure 2 As shown, the neutron irradiation module is composed of four beryllium tiles 3 and a curved composite plate cooling base 4 with cooling channels through hot isostatic welding. The curved surface composite plate cooling base 4 is made of copper-chromium-zirconium alloy or 316L stainless steel or 316N stainless steel.
[0069] The method used in this embodiment specifically includes the following steps:
[0070] Step 1. Coating Deposition
[0071] Depositing a carbon-based coating on the part of the surface of the sheath cover 1 in contact with the beryllium tile 3;
[0072] The wrapping cover 1 is made of 304 stainless steel with a thickness of 2 mm, and a carbon-based coating is deposited on the part of its surface that is in contact with the beryllium tile 3 by means of a magnetic filter cathode arc. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com