High-Mo Ni-based alloy sheet with width larger than or equal to 1000 mm, manufacturing method and application
A manufacturing method and alloy-based technology, which is applied in the field of composition and manufacture of nickel-based corrosion-resistant alloy wide sheets, can solve the problems that cannot fully meet the requirements for the use and manufacture of nuclear main pump shielding sleeves, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment 1
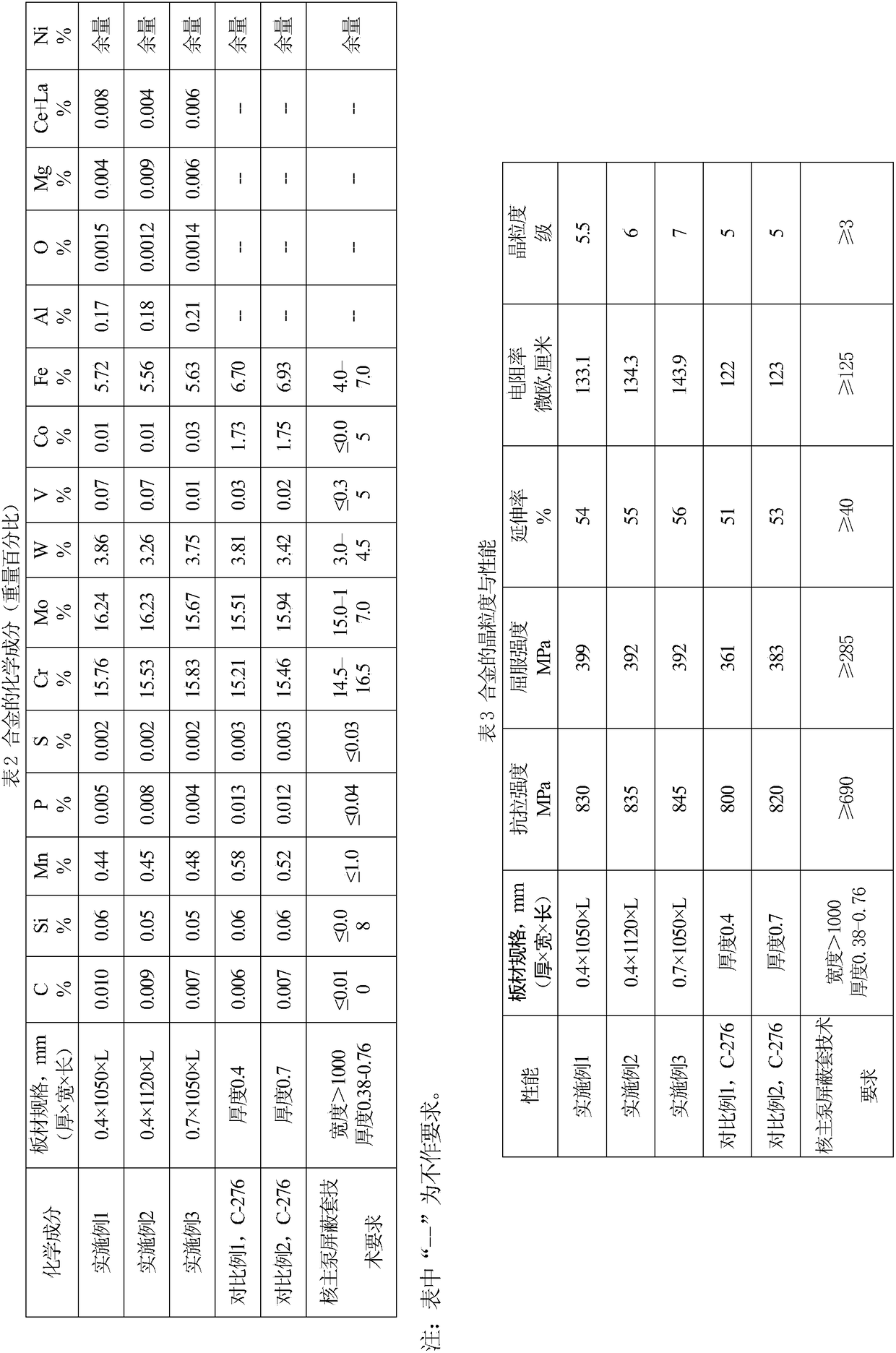
[0090] According to the composition described in this embodiment in Table 2, 7 tons of high-molybdenum-nickel-based alloy flat electrodes were smelted by 12 tons of vacuum induction. An electroslag flat ingot with a thickness of 320 mm, a width of 1190 mm and a length of 1650 mm was obtained by protecting the electroslag remelting furnace with argon gas.
[0091] The electroslag slab is made into a slab after billeting. The slab is rolled in a heating furnace at 1100°C for 3 hours. The rolling temperature is 1060°C, the final rolling temperature is 960°C, and the rolled width is 1070mm. of hot-rolled steel coils.
[0092] The hot-rolled steel coil is cold-rolled in 5 rolling passes, and finally rolled into a cold-rolled steel coil with a width of 1050 mm and a thickness meeting the requirements. Among them, intermediate annealing treatment is required between each rolling pass, and the intermediate annealing treatment temperature is 1120 ° C, and heating is performed for 1.5 ...
Embodiment 2
[0095] According to the composition described in this embodiment in Table 2, 7 tons of high-molybdenum-nickel-based alloy flat electrodes were smelted by 12 tons of vacuum induction. An electroslag flat ingot with a thickness of 350 mm, a width of 1250 mm and a length of 1800 mm was obtained by protecting the electroslag remelting furnace with argon gas.
[0096] Electroslag slabs are made into slabs after blanking. The slabs are rolled out of the furnace after being kept at 1180°C for 4.5 hours in a heating furnace. 1220mm hot rolled steel coil.
[0097] The hot-rolled steel coil is cold-rolled through 6 rolling passes, and finally rolled into a cold-rolled steel coil with a width of 1120 mm and a thickness meeting the requirements. Among them, intermediate annealing treatment is required between each rolling pass. The intermediate annealing treatment temperature is 1180 ° C, and the heating is 2.2 minutes per millimeter. The rolling deformation rate of the final rolled pro...
Embodiment 3
[0100]According to the composition described in this embodiment in Table 2, 7 tons of high-molybdenum-nickel-based alloy flat electrodes were smelted by 12 tons of vacuum induction. An electroslag flat ingot with a thickness of 380 mm, a width of 1330 mm and a length of 1950 mm was obtained by protecting the electroslag remelting furnace with argon gas.
[0101] The electroslag slab is made into a slab after billeting, and the slab is rolled out of the furnace after being kept at 1220°C for 5.5 hours in a heating furnace. The rolling temperature is: 1130°C, the final rolling temperature is 990°C, and the rolled width is 1150mm. width of hot-rolled steel coils.
[0102] The hot-rolled steel coil is cold-rolled through 4 rolling passes, and finally rolled into a cold-rolled steel coil with a width of 1050 mm and a thickness meeting the requirements. Among them, intermediate annealing treatment is required between each rolling pass. The intermediate annealing treatment temperatu...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Width | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com