High-manganese ultralow temperature steel welding wire and welding process thereof
A welding process and ultra-low temperature technology, applied in the direction of welding medium, welding equipment, welding/cutting medium/material, etc., can solve the problem of high welding material cost, achieve the effect of reducing Ni content, reducing cost and expense, and good toughness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0022] A high manganese ultra-low temperature steel welding wire, its chemical composition and mass percentage content are as follows: C is 0.33%, Mn is 24.4%, Si is 0.05%, S is 0.002%, P is 0.013%, Ni is 1.6%, Cr is 3.1% %, Cu is 0.2%, N is 0.035%, and the balance is Fe and the residual elements usually present in steelmaking.
[0023] Use this welding wire to weld high-manganese ultra-low temperature steel, adopt tungsten argon arc welding, the groove type is "V", the heat input is 4KJ, and the shielding gas is high-purity argon.
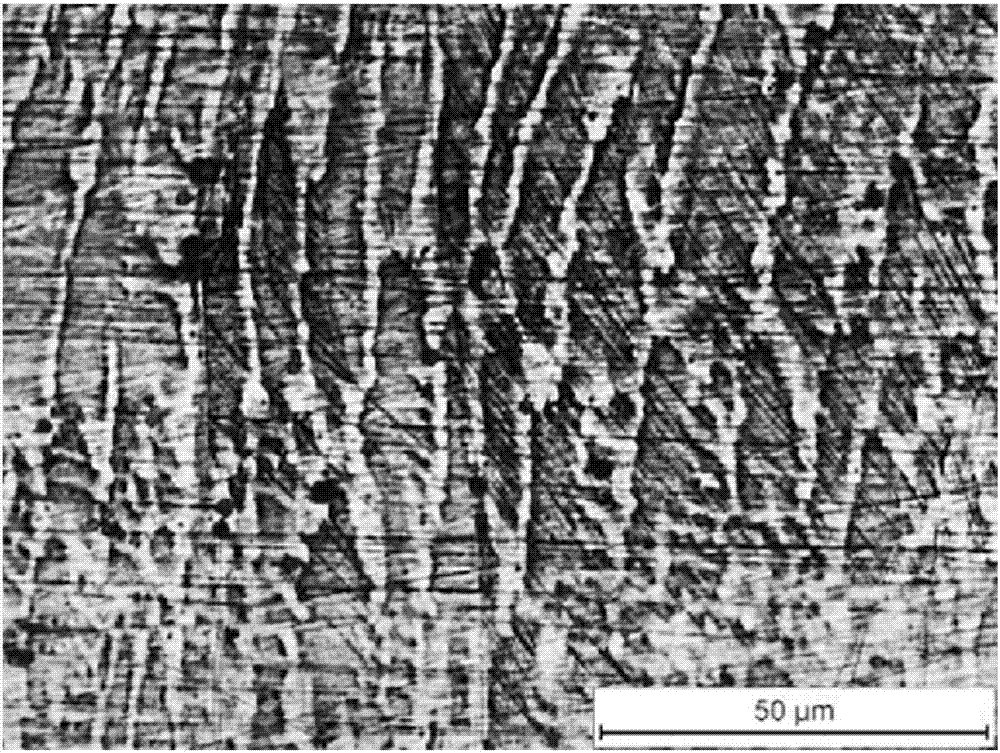
[0024] as attached figure 1 Shown is a photograph of the metallographic structure of the weld metal, the microstructure type is austenitic. Measured specified non-proportional elongation strength R of the weld metal p0.2 =551MPa, tensile strength R m =813MPa, elongation A=44%, impact test impact absorption energy KV at -196°C 2 =50J.
Embodiment 2
[0026] A high manganese ultra-low temperature steel welding wire, its chemical composition and mass percentage content are as follows: C is 0.2%, Mn is 27.0%, Si is 0.15%, S is 0.001%, P is 0.02%, Ni is 1.0%, Cr is 4.5% %, Cu is 0.33%, N is 0.06%, and the balance is Fe and the residual elements usually present in steelmaking.
[0027] Use this welding wire to weld high-manganese ultra-low temperature steel, adopt tungsten argon arc welding, the groove type is "V", the heat input is 15KJ, and the shielding gas is high-purity argon.
[0028] The microstructure type of the weld metal is austenitic, and the specified non-proportional elongation strength R p0.2 =420MPa, tensile strength R m =680MPa, elongation A=51%, impact test impact absorption energy KV at -196°C 2 =92J.
Embodiment 3
[0030] A high manganese ultra-low temperature steel welding wire, its chemical composition and mass percentage content are as follows: C is 0.4%, Mn is 18.0%, Si is 0.07%, S is 0.001%, P is 0.007%, Ni is 3.0%, Cr is 2.0% %, Cu is 0.5%, N is 0.01%, and the balance is Fe and the residual elements usually present in steelmaking.
[0031] Use this welding wire to weld high-manganese ultra-low temperature steel, adopt argon tungsten arc welding, the groove type is "V", the heat input is 21KJ, and the shielding gas is high-purity argon.
[0032] The microstructure type of the weld metal is austenitic, and the specified non-proportional elongation strength R p0.2 =486MPa, tensile strength R m =741MPa, elongation A=40%, impact test impact absorption energy KV at -196°C 2 =64J.
PUM
| Property | Measurement | Unit |
|---|---|---|
| strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| strength | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com