Optimal setting method for relationship curve between emulsion flow rate and rolling speed in cold rolling process
A technology of relationship curve and rolling speed, applied in the field of metallurgy, can solve problems such as the inability to meet the high-precision control of emulsion
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
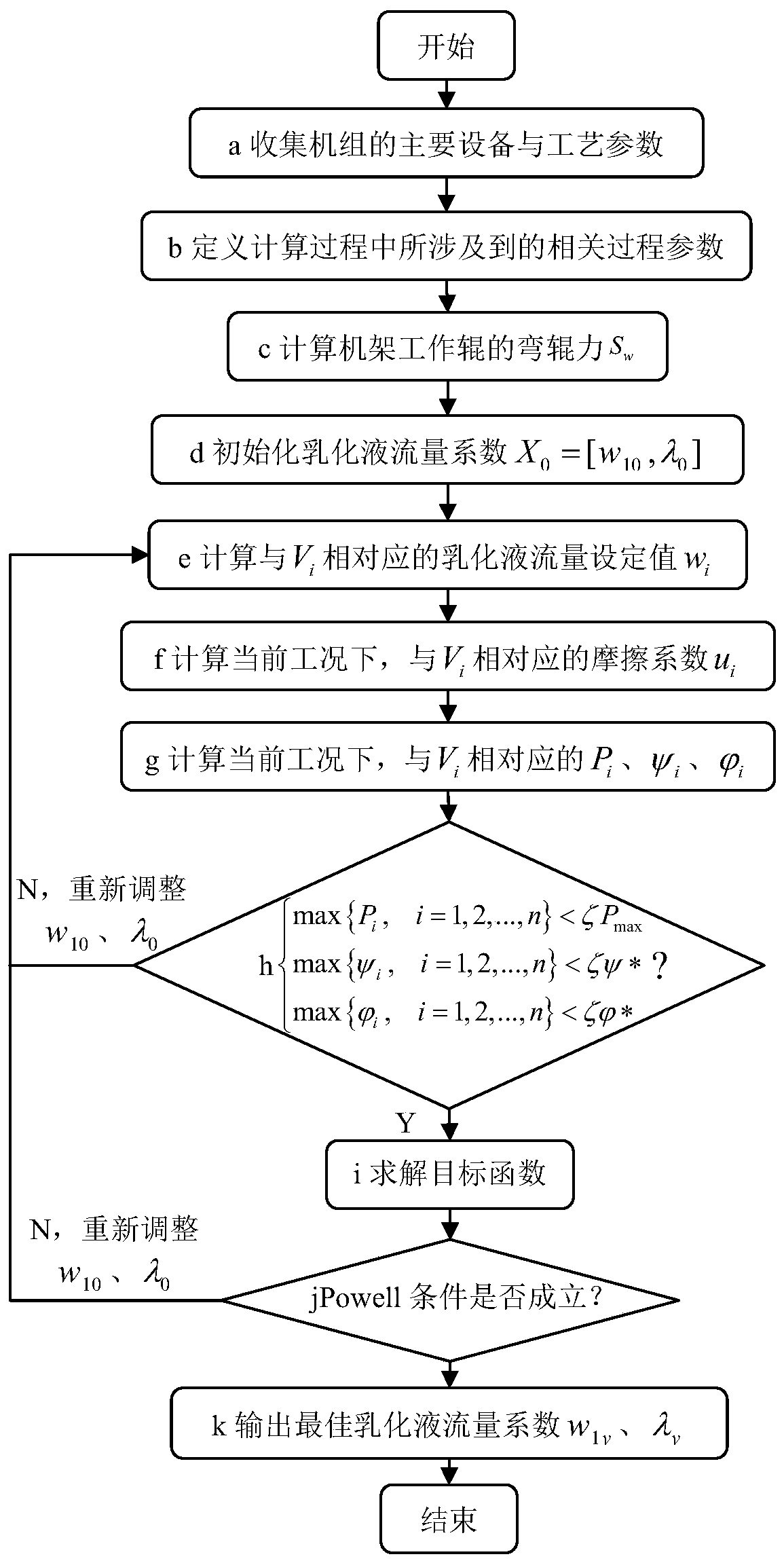
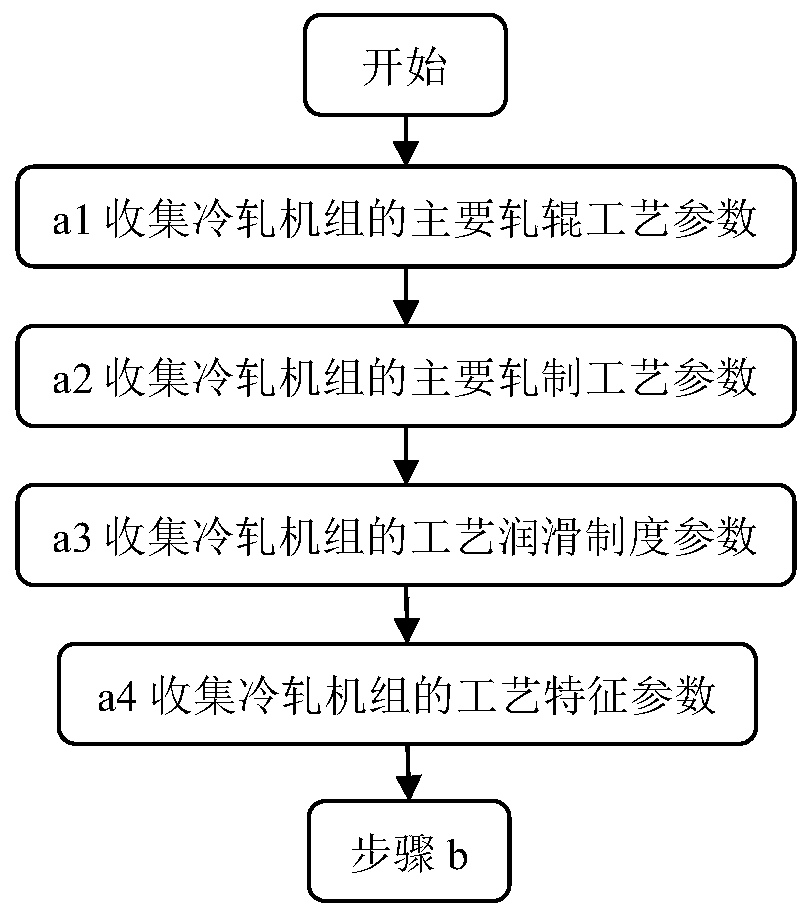
[0037] according to figure 1 The overall flow chart for the calculation of the optimal setting method for the relationship curve between the emulsion flow and the velocity is shown. First, in step a, the main equipment and process parameters of the cold rolling mill are collected, which mainly includes the following steps (such as figure 2 shown):
[0038] In step a1, the roll process parameters of the cold rolling mill are collected, mainly including: work roll radius R=211.80mm, surface roughness Ra r =0.48μm, the elastic modulus E of the work roll=206GPa, the Poisson’s ratio ν=0.3 of the work roll;
[0039] Subsequently, in step a2, the rolling process parameters of the cold rolling mill are collected, mainly comprising: the average deformation resistance K of the strip m =460MPa, strip width B=850mm, incoming material thickness h 0 =2.00mm, reduction rate ε j ={44.3,44.2,38.1,32.5,19.3}%, the maximum rolling speed V max =1228.5m / min, rolling pressure setting value P=...
Embodiment 2
[0061] First, in step a, the main equipment and process parameters of the cold rolling mill are collected, which mainly includes the following steps:
[0062] In step a1, the roll process parameters of the cold rolling mill are collected, mainly including: work roll radius R=201.94mm, surface roughness Ra r =0.52μm, the elastic modulus E of the work roll=206GPa, the Poisson’s ratio ν=0.3 of the work roll;
[0063] Subsequently, in step a2, the rolling process parameters of the cold rolling mill are collected, mainly comprising: the average deformation resistance K of the strip m =520MPa, strip width B=750mm, incoming material thickness h 0 =2.50mm, reduction rate ε j ={43.9,43.8,37.6,32.0,16.3}%, the maximum rolling speed V max =1402.5m / min, rolling pressure setting value P=6500kN, front tension σ 1 =162.9MPa, back tension σ 0 =60.6MPa;
[0064] Subsequently, in step a3, process lubrication system parameters are collected, mainly including emulsion concentration C=3.7%, ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| area | aaaaa | aaaaa |
| area | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - Generate Ideas
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com