


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Electric current assisted friction column/tapered plug welding method and tool thereof
A plug welding and current technology, applied in welding equipment, non-electric welding equipment, manufacturing tools, etc., can solve the problems of fast welding cooling speed, insufficient friction heat source, welding machine stuck, etc., to reduce process requirements, broad development prospects, Additional Equipment Simple Effects
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0023] The technical solution of the present invention will be further described in detail below in conjunction with the accompanying drawings and specific embodiments, and the described specific embodiments are only for explaining the present invention, and are not intended to limit the present invention.
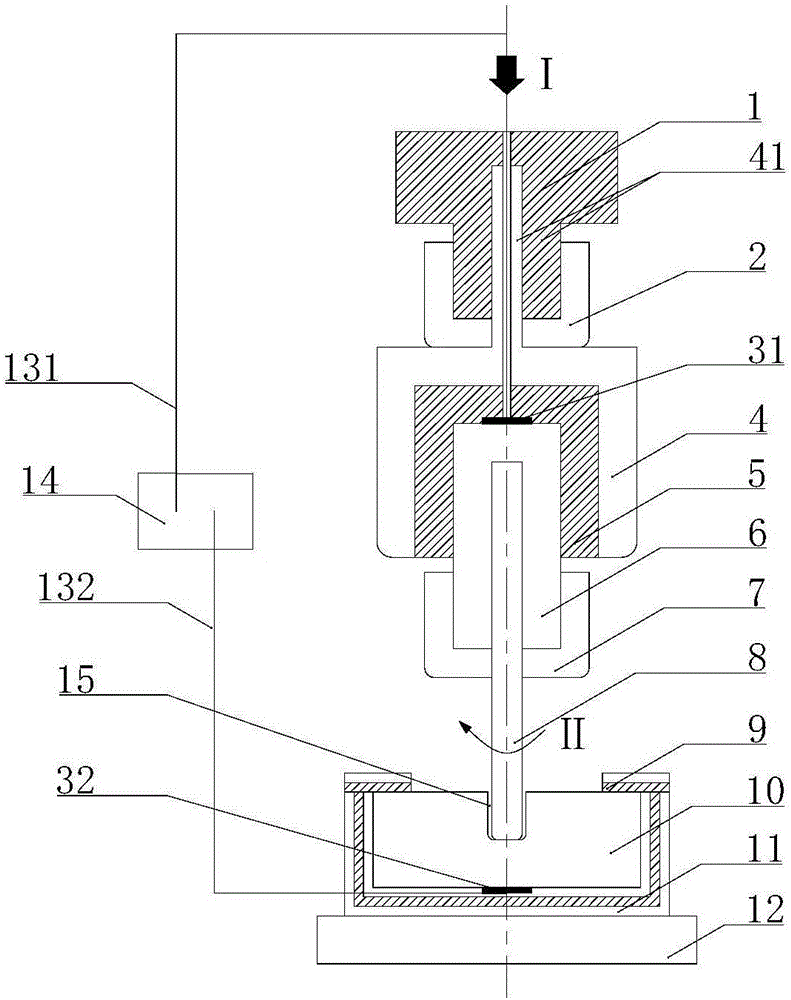
[0024] The design concept of the present invention is to pass current into the welding zone of the workpiece and generate resistance heat at the friction interface where the stopper rod contacts the plug hole of the workpiece, and the resistance heat and friction heat form a composite heat source in the friction column / cone plug welding process, Thus, the current-assisted friction column / taper plug welding process is realized. The main measures to realize resistance heat generation are: connect one electrode of the auxiliary power supply to the upper conductive block in contact with the stopper through a cable, and connect the other electrode of the auxiliary power supply t...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com