


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Machining method for forming centripetal notches in titanium alloy and glass fiber reinforced plastic composite conical part
A processing method and glass fiber reinforced plastic technology, applied in the field of machining, can solve the problems of slag loss, design index influence, poor rigidity, etc., and achieve the effect of small deformation of finished products, reasonable and reliable process method, and small deformation of products
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
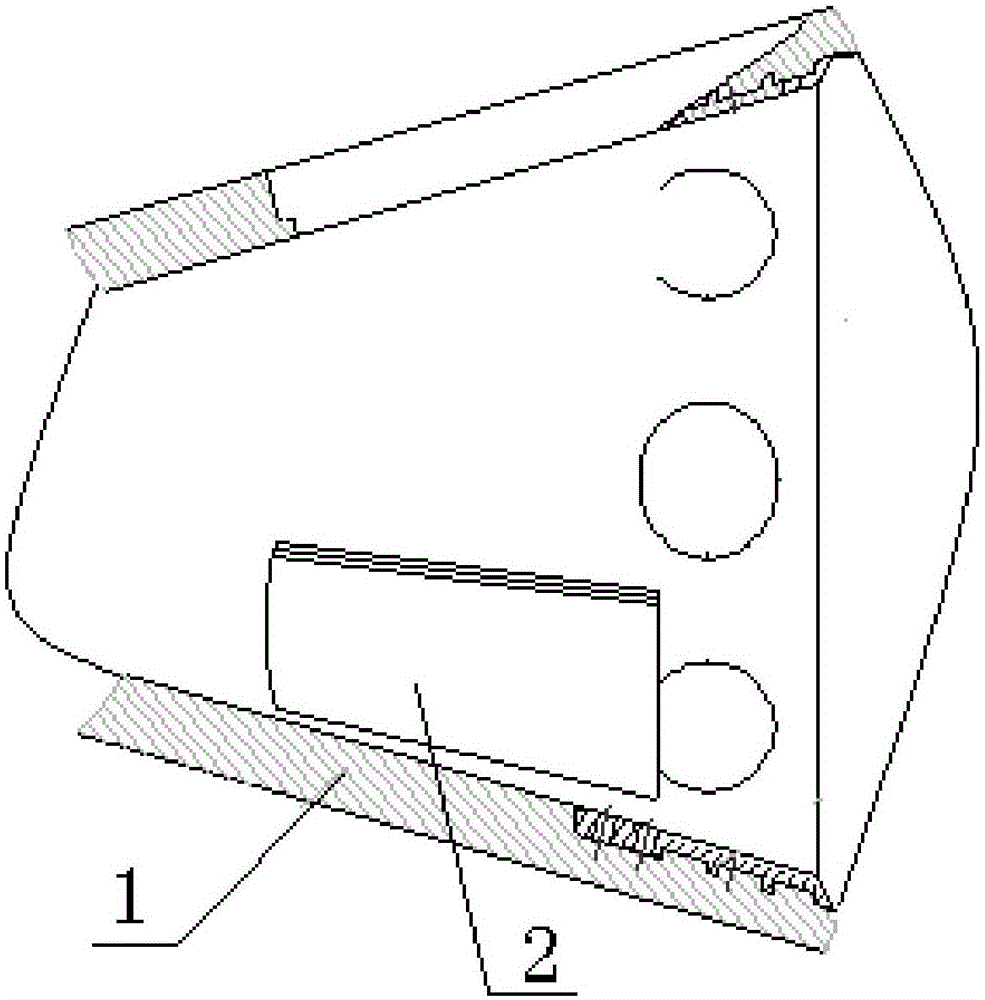
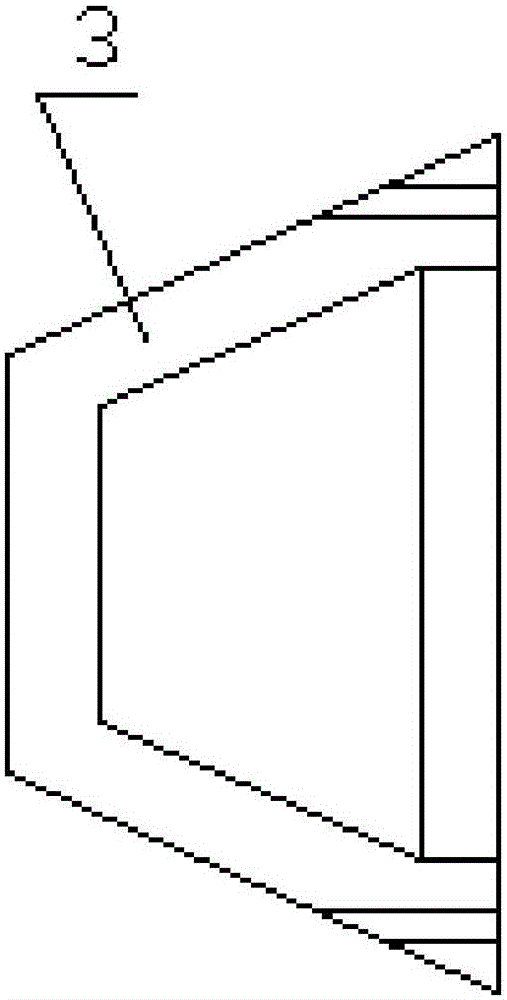
[0062] Milling process design: fillet milling, rough milling above the opening, rough milling below the opening, semi-finishing the entire opening 2, semi-finishing the slope, finishing the entire contour, and finishing the fillet; specifically include:
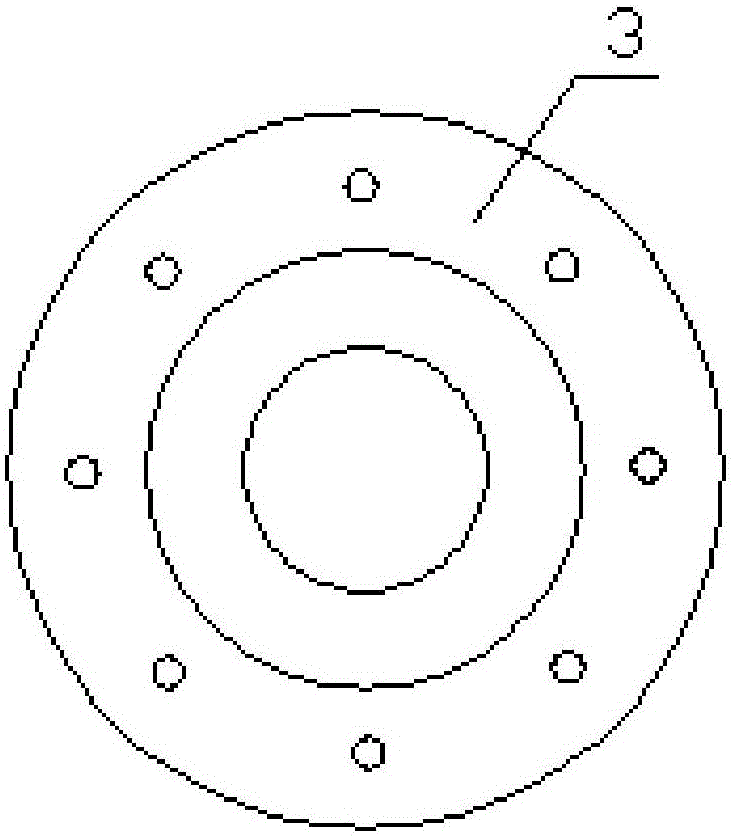
[0063] S1: Fix the milling clamp on the workbench, the conical part 1 fits the inner hole through the milling clamp, attach the flat milling clamp to the bottom surface, place the milling clamp pressure plate on the small end of the conical part 1, and align the outer circle of the large end. Within 0.1.
[0064] S2: Process the four rounded corners by milling holes. This process uses a YG8 carbide end mill with a specification of Ф10. The speed of the spindle is controlled at 600r / min, and the feed is 500mm / r.
[0065] S3: Align the quadrant line, rough mill the opening of the conical part 1; when processing the opening 2, divide the opening 2 into two parts, the upper end of the opening is made of FRP material, and mainly c...
Embodiment 2
[0071] Milling process design: fillet milling, rough milling above the opening, rough milling below the opening, semi-finishing the entire opening 2, semi-finishing the slope, finishing the entire contour, and finishing the fillet; specifically include:
[0072] S1: Fix the milling clamp on the workbench, the conical part 1 fits the inner hole through the milling clamp, attach the flat milling clamp to the bottom surface, place the milling clamp pressure plate on the small end of the conical part, and align the outer circle of the large end at 0.1 within.
[0073] S2: Process the four rounded corners by milling holes. This process uses a YG8 carbide end mill with a specification of Ф10. The spindle speed is controlled at 700r / min and the feed is 550mm / r.
[0074] S3: Align the quadrant line, rough mill the opening of the conical part 1; when processing the opening 2, divide the opening 2 into two parts, the upper end of the opening is made of FRP material, and mainly cut off t...
Embodiment 3
[0079] Milling process design: fillet milling, rough milling above the opening, rough milling below the opening, semi-finishing the entire opening 2, semi-finishing the slope, finishing the entire contour, and finishing the fillet; specifically include:
[0080] S1: Fix the milling clamp on the workbench, the conical part 1 fits the inner hole through the milling clamp, attach the flat milling clamp to the bottom surface, place the milling clamp pressure plate on the small end of the conical part, and align the outer circle of the large end at 0.1 within.
[0081] S2: Process the four rounded corners by milling holes. This process uses a YG8 carbide end mill with a specification of Ф10. The spindle speed is controlled at 800r / min and the feed is 600mm / r.
[0082] S3: Align the quadrant line, rough mill the opening 2 of the conical part 1; when processing the opening 2, divide the opening 2 into two parts, the upper end of the opening is made of FRP material, and mainly cut the...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com