


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
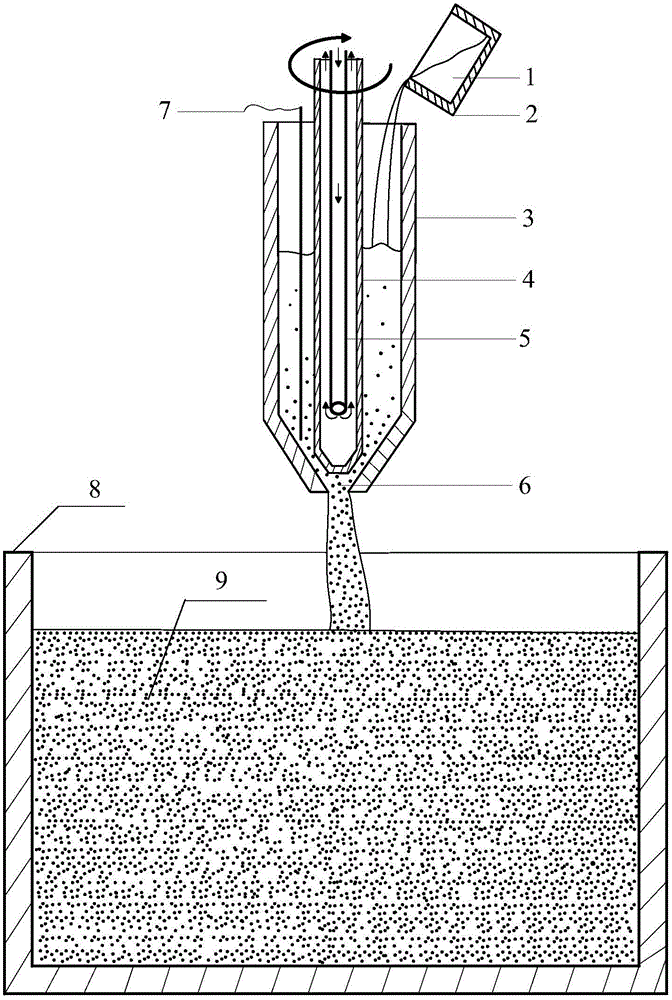
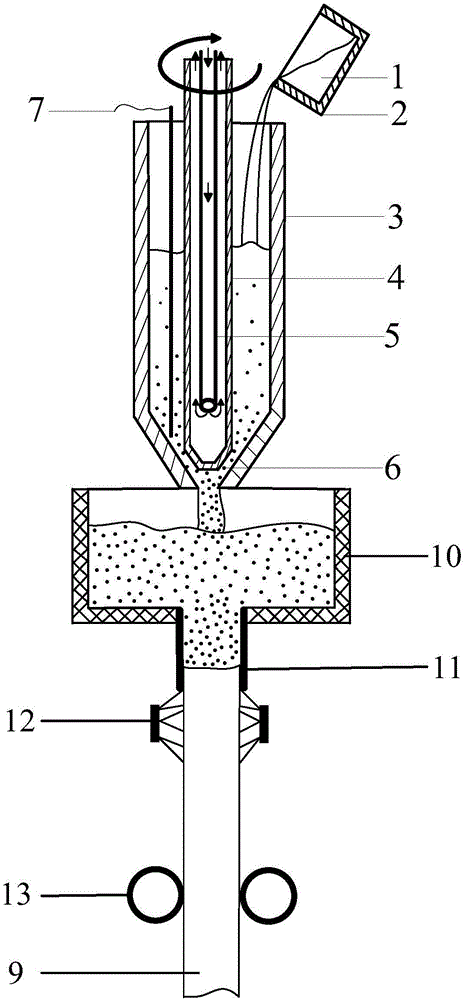
Device and method for preparing large-diameter semi-solid alloy billet
A semi-solid, large-diameter technology, applied in the field of semi-solid alloy processing, can solve problems such as poor reliability of continuous work, small size of billet preparation, and difficulty in industrialization, so as to achieve a wide range of applicable alloys, reduce billet cracking, and improve surface quality. quality effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0068] Embodiment 1: Preparation of large-diameter semi-solid A380 aluminum alloy billet, the steps are as follows:
[0069] (1-1) The liquidus and solidus temperatures of the die-casting A380 aluminum alloy used in the test are 596°C and 521°C, respectively, and the A380 aluminum alloy ingot is placed in a crucible resistance furnace with a preheating temperature of 300°C. The temperature is raised to 680°C and refined after complete melting. Use a bell jar to press the dried hexachloroethane into the bottom of the melt. The amount added is 0.5% of the total weight of the alloy liquid. Shake gently to remove the alloy melt Gas, slag removal and refining treatment, and finally the alloy melt is cooled to 620°C and then kept warm.
[0070] (1-2) Set the width of the annular gap formed between the inner wall of the pulping chamber and the outer wall of the stirring rod of the semi-solid alloy billet preparation device in this embodiment to be 50 mm, and the angle formed at the c...
Embodiment 2
[0071] Embodiment 2: preparing large-diameter semi-solid 7075 aluminum alloy billet, comprising the following steps:
[0072] (2-1) The liquidus and solidus temperatures of the 7075 aluminum alloy used in the test are 635°C and 477°C, respectively. Put the 7075 aluminum alloy ingot into a crucible resistance furnace with a preheating temperature of 350°C, The temperature is raised to 720°C and refined after complete melting. Press the dried hexachloroethane into the bottom of the melt with a bell jar. The amount added is 0.5% of the total weight of the alloy liquid. Shake gently to remove the alloy melt. Gas, slag removal and refining treatment, and finally the alloy melt is cooled to 660°C and then kept warm.
[0073] (2-2) Set the width of the annular gap formed between the inner wall of the pulping chamber and the outer wall of the stirring rod of the semi-solid alloy billet preparation device in this embodiment to be 70 mm, and the angle formed at the connection between th...
PUM
| Property | Measurement | Unit |
|---|---|---|
| height | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com