A kind of sintering method and sintering tooling of molded hard alloy long pipe fittings
A technology of cemented carbide and sintering method, which is applied in the field of cemented carbide manufacturing to achieve the effect of ensuring the quality of the shape
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
[0039] The cemented carbide grade is YG6, and the sintering temperature is 1450°C.
[0040] The shaft sleeve product of cemented carbide has a length of 25.6mm and an inner diameter of 15.2mm.
[0041] The graphite boat plate 100 has a thickness of 8 mm.
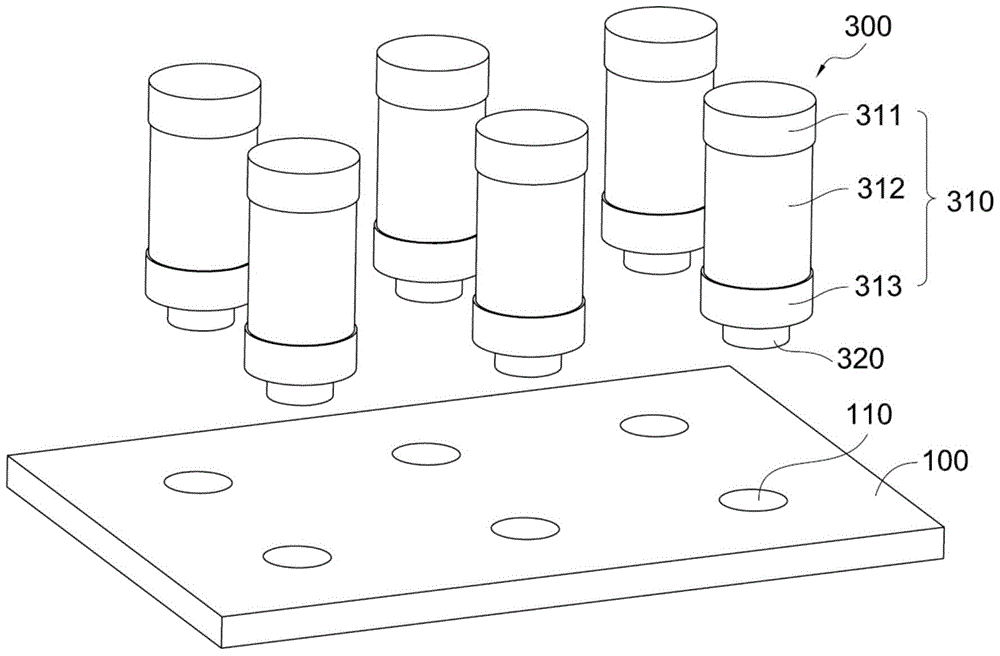
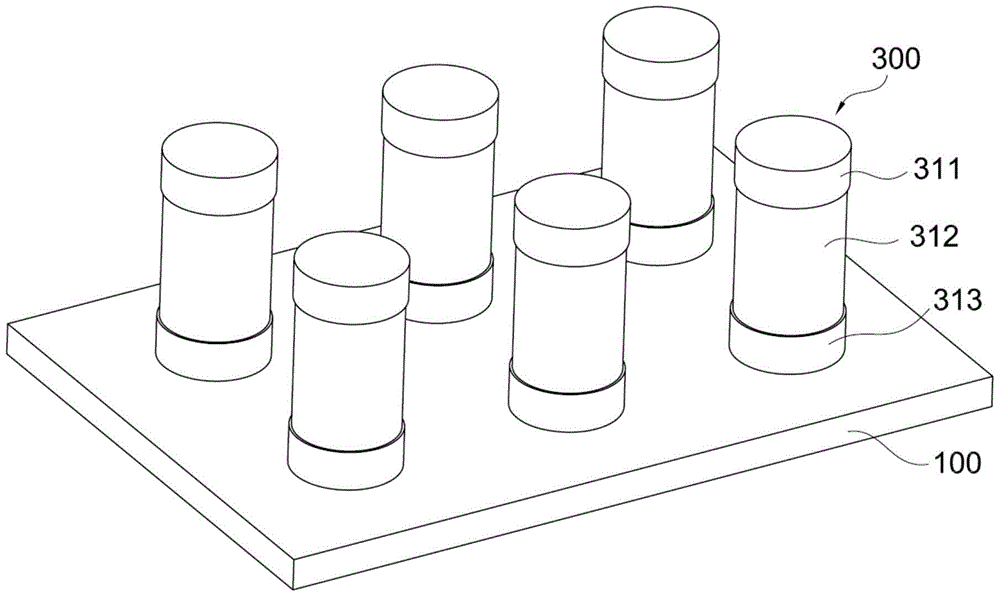
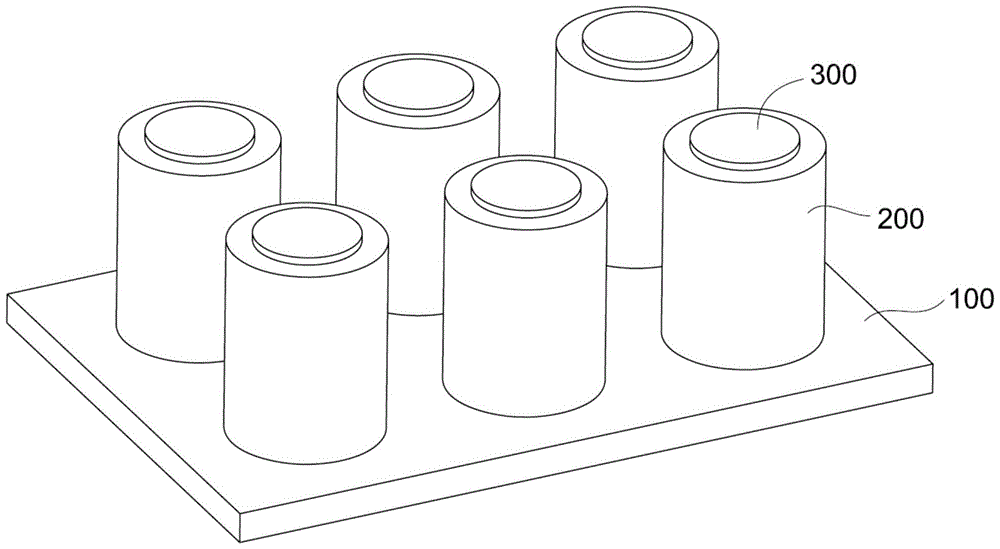
[0042]Put the YG6 mixture into the mold and carry out two-way pressing according to the conventional pressing process. The height H of the first liner product section 310 is 27mm, and the diameter D of the inner liner parts 311 and 313 is 15.2mm. Put the sintered graphite boat plate 100 into the boat plate support Section 320 has a diameter d of 10mm and a height h of a cylindrical lined graphite core 300 of 7mm. Then the lined product section 310 is ring-cut. The depth S of the groove is 0.4 mm. A through hole with a diameter d1 of 10.3 mm is opened on the sintered graphite boat plate 100 , that is, the graphite core installation hole 110 . Insert the processed boat plate support section 320 lined with the graphite core ...
Embodiment 2
[0044] The cemented carbide grade is YN8, and the sintering temperature is 1450°C.
[0045] The shaft sleeve product of cemented carbide has a length of 52.0mm and an inner diameter of 27.0mm.
[0046] The graphite boat plate 100 has a thickness of 8mm.
[0047] Put the YN8 mixture into the mold and carry out two-way pressing according to the conventional pressing process. The height H of the first liner product section 310 is 54 mm, and the diameter D of the inner liner parts 311 and 313 is 27.0 mm. Put the sintered graphite boat plate 100 into the boat plate support Section 320 has a diameter d of 16 mm and a height h of a cylindrical lined graphite core 300 of 7 mm. Then the lined product section 310 is ring-cut, and the uncut parts at both ends, that is, the length of the inner liner 311, 313 is 10 mm. The depth S of the groove is 0.6 mm. A through hole with a diameter d1 of 16.4 mm is opened on the sintered graphite boat plate 100 , that is, the graphite core installati...
Embodiment 3
[0049] The cemented carbide grade is YG8, and the sintering temperature is 1430°C.
[0050] The shaft sleeve product of cemented carbide has a length of 180.0mm and an inner diameter of 112.0mm.
[0051] The graphite boat plate 100 has a thickness of 8mm.
[0052] Put the YG8 mixture into the mold and carry out two-way pressing according to the conventional pressing process. The height H of the first liner product section 310 is 183.0 mm, and the diameter D of the inner liner parts 311 and 313 is 112.0 mm. Put the sintered graphite boat plate 100 into the boat plate The diameter d of the support section 320 is 75.0 mm, and the height h is a cylindrical lined graphite core 300 of 7 mm, and then the lined product section 310 is ring-cut, and the uncut parts at both ends, that is, the length of the inner liner 311, 313 is 20mm, the depth S of the groove is 1.5mm. A through hole with a diameter d1 of 75.5 mm is opened on the sintered graphite boat plate 100 , that is, the graphi...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com