Preparation method of thermal barrier coating containing bilayer structure of bonding layers
A technology of thermal barrier coating and double-layer structure, which is applied in the direction of coating, superimposed layer plating, metal material coating process, etc., can solve the problems of reduced thermal conductivity and low porosity of coatings, and prevent diffusion , high temperature and controllable thickness
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
preparation example Construction
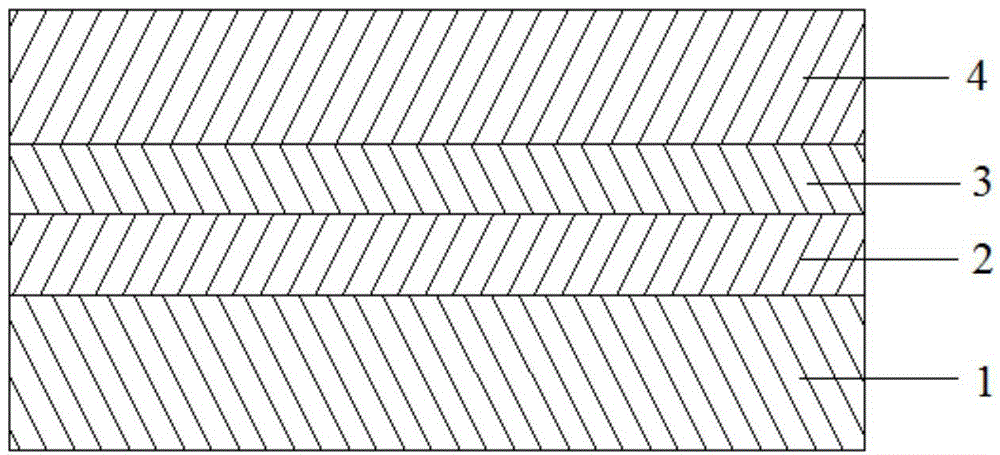
[0032] A method for preparing a thermal barrier coating containing a double-layer structural bonding layer, using the following steps:
[0033] (1) The metal substrate is degreased and sandblasted sequentially;
[0034] (2) preparing the first bonding layer consisting of NiCoCrAlY on the metal substrate by low-pressure plasma spraying, high-velocity oxygen flame spraying or high-speed compressed air flame spraying;
[0035] (3) preparing a second bonding layer composed of FeCrAlY on the first bonding layer by atmospheric plasma spraying, high-velocity oxygen flame spraying or high-speed compressed air flame spraying;
[0036] (4) Deposit a ceramic layer on the double-layer bonding layer by atmospheric plasma spraying, high-velocity oxygen flame spraying, solution plasma spraying or electron beam physical vapor deposition technology, and the composition of the ceramic layer is 6~8wt% Y 2 o 3 Stable ZrO 2 or RE 2 Zr 2 o 7 , where RE is a rare earth element.
[0037]The bl...
Embodiment 1
[0045] A method for preparing a thermal barrier coating containing a double-layer structural bonding layer, using the following steps:
[0046] (1) First, use Al with a particle size of 16 to 120 mesh for the metal substrate 1 2 o 3 , sandblasting the substrate to obtain a uniform surface roughness;
[0047] (2) When low-pressure plasma spraying is used in step (2), the distance between the spray gun and the metal substrate is 100-250mm, the moving speed of the spray gun is 300-1000mm / s, the powder feeding rate is 10-70g / min, and the powder feeding airflow is 0.5~1.2L / min, voltage range is 100~180V, spraying current range is 200~250A, vacuum degree is less than 20KPa. The first bonding layer 2 is introduced on the metal substrate 1. The composition of the bonding layer is NiCoCrAlY. In this method, the ceramic particles are heated and melted or semi-melted by a high-temperature plasma beam, and then quickly sprayed on the surface of the substrate to form a layer with struct...
Embodiment 2
[0052] A method for preparing a thermal barrier coating containing a double-layer structural bonding layer, using the following steps:
[0053] (1) The metal substrate is degreased and sandblasted sequentially. The sandblasting pressure used in the sandblasting treatment is 0.1MPa, and the main component of the sandblasting particles is Al 2 o 3 , the particle size is 16 mesh;
[0054] (2) Prepare the composition and be the first adhesive layer of NiCoCrAlY on the metal substrate by low-pressure plasma spraying, during low-pressure plasma spraying, the distance between the spray gun and the metal substrate is 100mm, the moving speed of the spray gun is 300mm / s, and the powder feeding rate is 10g / s min, the powder feeding airflow is 0.5L / min, the voltage range is 100V, the spraying current range is 200A, and the vacuum degree is less than 20KPa;
[0055] (3) Depositing a second bonding layer on the first bonding layer by atmospheric plasma spraying, the composition of the bon...
PUM
| Property | Measurement | Unit |
|---|---|---|
| particle size (mesh) | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
| particle size (mesh) | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com