Vanadium-strengthened wear resistant surfacing electrode and preparation method thereof
A technology of surfacing electrodes and welding cores, applied in welding equipment, welding media, manufacturing tools, etc., can solve the problems of fracture and spalling, low toughness reserve, etc., and achieve less welding fume, resistance to pores and welding cracks, and stable welding arc. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
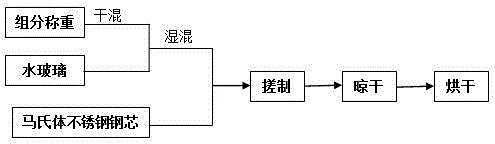
[0037] figure 1 It is a process flow chart of the preparation method described in the present invention.
[0038] Such as figure 1 Shown: the preparation technology of the embodiment of the present invention 1 is:
[0039] (1) Dry blending of the components of the coating: in terms of mass percentage, weigh the components of the coating: marble: 45%; fluorite: 25%; titanium dioxide: 8%; zircon sand: 6%; Feldspar: 4%; rare earth silicon 8%; vanadium iron: after 4%, dry blending;
[0040] (2) Wet mixing: wet mixing the components after the dry mixing of the drug skin with the binder potassium sodium water glass;
[0041] (3) Preparation of vanadium-enhanced wear-resistant surfacing electrode: the wet-mixed material and the welding core are rubbed, dried, and dried to obtain the target product. The welding core is 1Cr13 martensitic stainless steel with a diameter of Φ3.2mm, and The thickness of the drug skin is 2.0~2.5mm. After testing, the average hardness of the electrode ...
Embodiment 2
[0043] The preparation technology of the embodiment of the present invention 1 is:
[0044] (1) Dry blending of the components of the coating: in terms of mass percentage, weigh the components of the coating: marble: 43%; fluorite: 23%; titanium dioxide: 8%; zircon sand: 6%; Feldspar: 6%; Rare earth silicon: 6%; Vanadium iron: 8%, after dry mixing;
[0045] (2) Wet mixing: wet mixing the components after the dry mixing of the drug skin with the binder clay;
[0046] (3) Preparation of vanadium-enhanced wear-resistant surfacing electrode: the wet-mixed material and the welding core are rubbed, dried, and dried to obtain the target product. The welding core is 2Cr13 martensitic stainless steel with a diameter of Φ4.0mm, and The thickness of the drug skin is 2.0~2.5mm. After testing, the average hardness of the electrode surfacing layer is 52HRC.
Embodiment 3
[0048] The preparation technology of the embodiment of the present invention 1 is:
[0049] (1) Dry mixing of the components of the drug coating: in terms of mass percentage, weigh the components of the drug coating Marble: 50%; Fluorite: 15%; Titanium dioxide: 4%; Zircon sand: 8%; Potassium Feldspar: 7%; rare earth silicon: 5%; vanadium iron: 10%, dry blending;
[0050] (2) Wet mixing: wet mixing the components after dry mixing of the drug skin with the binder slaked lime;
[0051](3) Preparation of vanadium-enhanced wear-resistant surfacing electrode: the wet-mixed material and the welding core are rubbed, dried, and dried to obtain the target product. The welding core is 1Cr13 martensitic stainless steel with a diameter of Φ4.0mm, and The thickness of the drug skin is 2.0~2.5mm. After testing, the average hardness of the electrode surfacing layer is 58HRC.
[0052] The steel core used in the above embodiments has a diameter of Φ3.0-5.0 mm.
[0053] The present invention...
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
| thickness | aaaaa | aaaaa |
| melting point | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com