High-strength/toughness X90 hot-rolled steel strip for spiral submerged arc welded pipes and production method thereof
A high-strength toughness, submerged arc welding technology, applied in the field of high-strength and toughness X90 hot-rolled steel strip for spiral submerged arc welded pipes and its production
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image



Examples
Embodiment Construction
[0036] The present invention is described in detail below:
[0037] Table 1 is the value list of each embodiment of the present invention and comparative example;
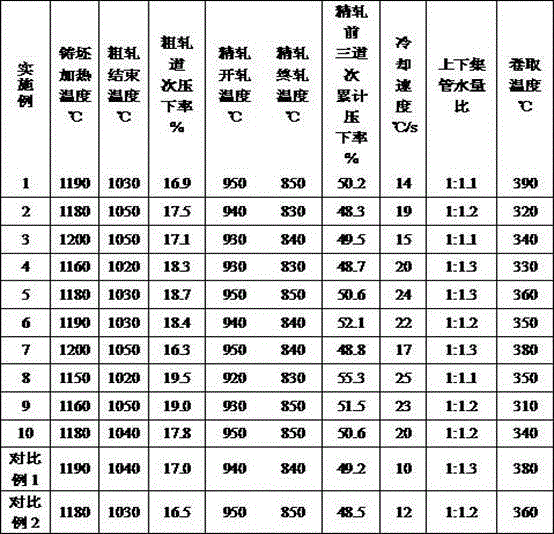
[0038] Table 2 is the main process parameter list of each embodiment of the present invention and comparative example;
[0039] Table 3 is a list of the performance tests of the various embodiments of the present invention and comparative examples.
[0040] Each embodiment of the present invention is produced according to the following steps:
[0041] 1) Smelting and continuous casting into billets;
[0042] 2) Heating the slab and controlling its heating temperature at 1150~1200°C;
[0043] 3) Hot rolling: control the finishing temperature of the rough rolling to not be lower than 1020°C, and the reduction ratio of a single pass to not be lower than 16%; control the starting temperature of the finish rolling to not exceed 950°C, and the finishing temperature at 830~860°C , the cumulative reduction rate of the ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| yield strength | aaaaa | aaaaa |
| tensile strength | aaaaa | aaaaa |
| yield ratio | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com