


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Laser-TIG composite wire filling seal welding method for L-shaped aluminum alloy structure
A sealing welding, aluminum alloy technology, applied in laser welding equipment, welding equipment, welding/welding/cutting items, etc.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
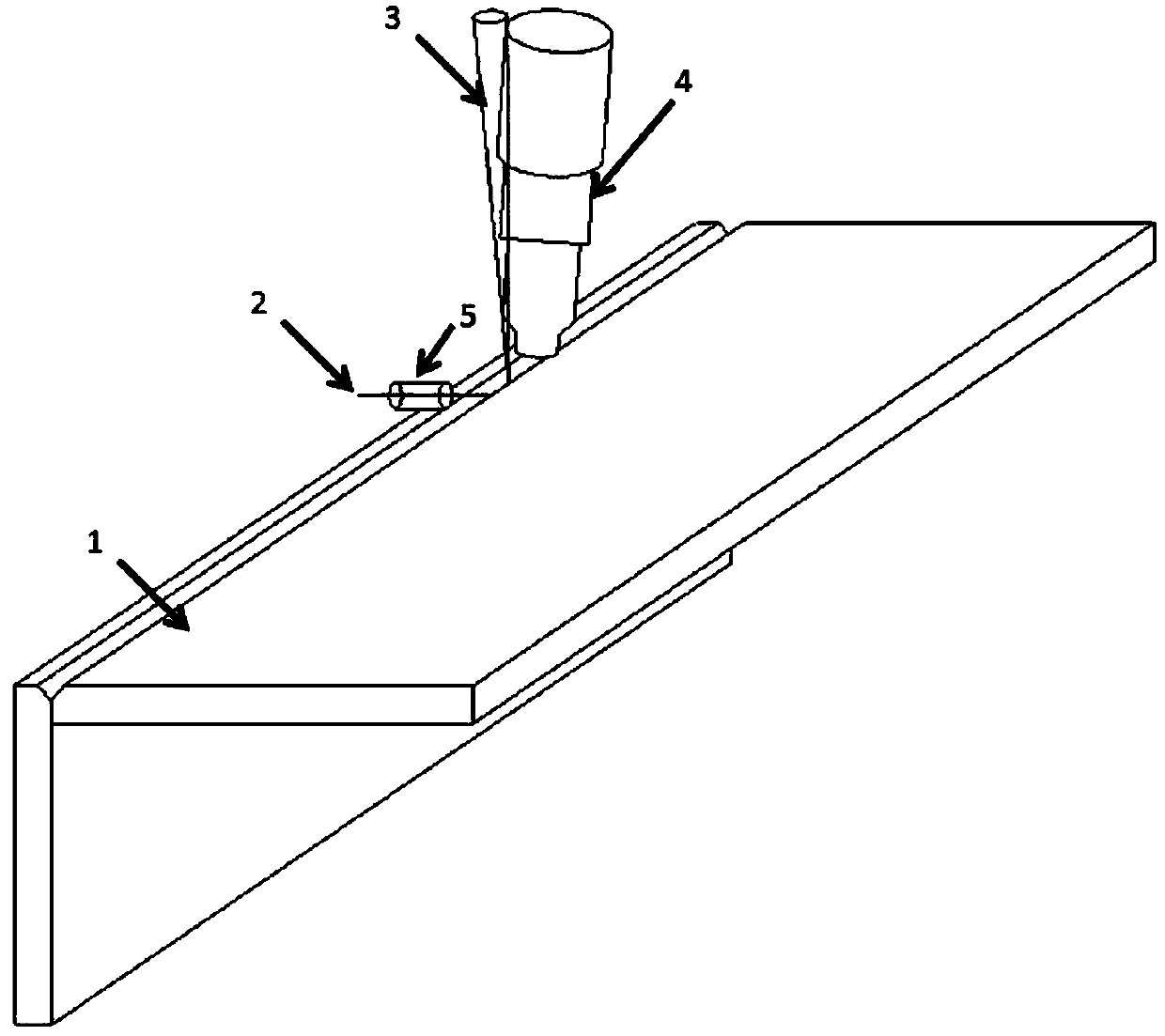
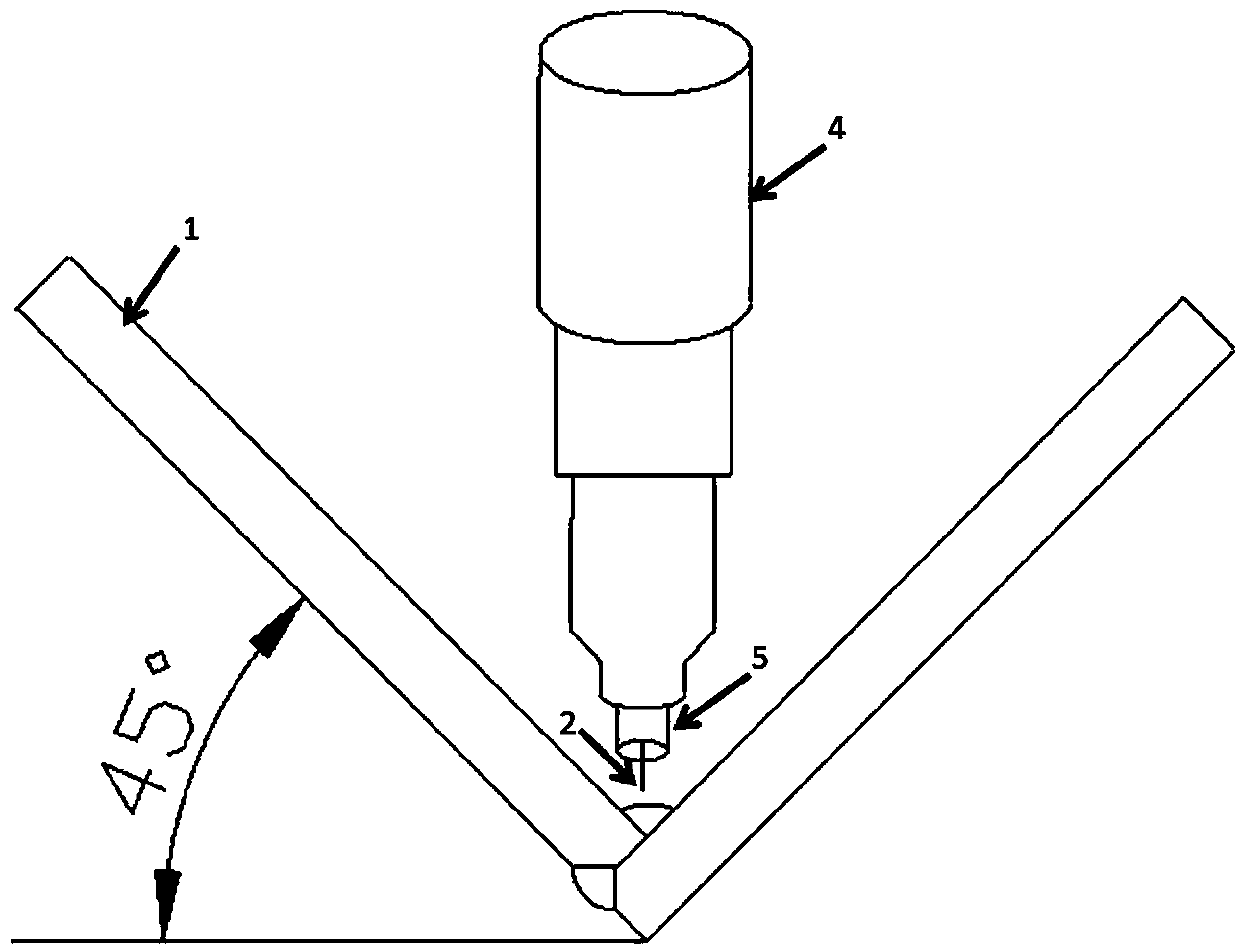
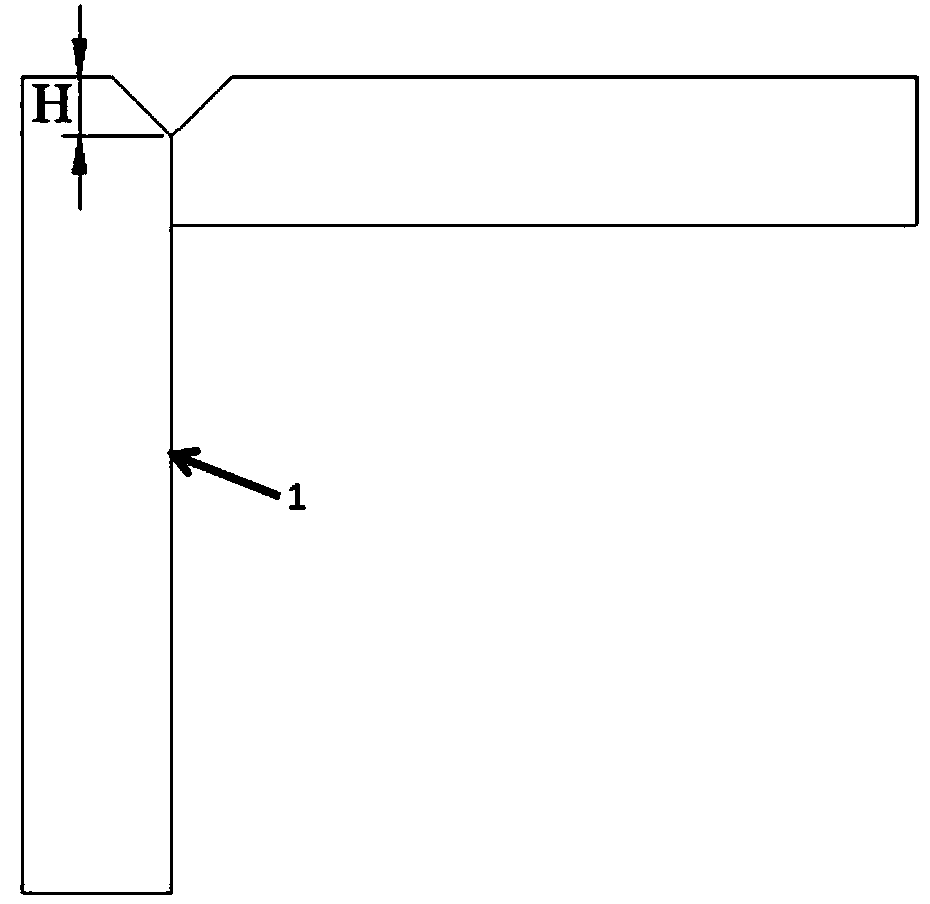
[0024] Example 1: Taking the 10 mm thick 6061 aluminum alloy 1 as an example, the 10 mm thick 6061 aluminum alloy 1 is butted according to the L-shaped structure without gaps before welding, and then a V-shaped groove is made on the outside of the formed L-shaped structure, and the V-shaped slope The mouth depth is 3 mm, and the unilateral angle is 43°; adjust the relative positions of laser 3, TIG welding torch 4 and wire feeding nozzle 5 to realize simultaneous lifting of laser, TIG welding torch and wire feeding nozzle; the diameter of welding wire 2 used is 1.2 mm.
[0025] First, weld the outer side of the L-shaped aluminum alloy 1 structure, place the outer side of the L-shaped aluminum alloy 1 structure horizontally, and fill the welding process parameters of the first layer of wire welding. The laser line energy density is 70 J / mm, and the TIG current line energy density is 360 J / mm , the interlayer temperature is 290°, the laser defocus is -0.9 mm; the welding process ...
Embodiment 2
[0027] Example 2: Taking the 15 mm thick 6061 aluminum alloy 1 as an example, the 15 mm thick 6061 aluminum alloy 1 is butted according to the L-shaped structure without gaps before welding, and then a V-shaped groove is made on the outside of the structure, and the depth of the V-shaped groove is 4 mm , the unilateral angle is 45°; adjust the relative positions of laser 3, TIG welding torch 4 and wire feeding nozzle 5 to realize simultaneous lifting of laser 3, TIG welding torch 4 and wire feeding nozzle 5; the diameter of welding wire 2 used is 1.2 mm.
[0028] First, weld the outer side of the L-shaped aluminum alloy 1 structure, place the outer side of the L-shaped aluminum alloy 1 structure horizontally, and fill the welding process parameters of the first layer of wire welding. The laser line energy density is 70 J / mm, and the TIG current line energy density is 360 J / mm , the interlayer temperature is 290°, the laser defocus is -1 mm; the welding process parameters of the...
PUM
| Property | Measurement | Unit |
|---|---|---|
| thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com