


Quick Research
Generate reliable direction feasibility study reports for your R&D in just a few steps.

Technical Q&A
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

Find Solutions
As an expert in R&D theories, this can generate solutions to your technical problems instantly.

Evaluate Feasibility
Analyze your overall solution with one click, know your potential R&D risks in advance.

Monitor Landscape
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
Preparation method and application of six-component high-entropy alloy powder and laser cladding layer
一种高熵合金、合金粉末的技术,应用在多主元激光熔覆用高熵合金粉末及熔覆层制备领域,能够解决激光熔覆高熵合金涂层少等问题,达到提高自熔性、耐磨性好、硬度高的效果
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment example 1
[0029] 1. Calculate the ratio of FeNiCrAlSiCu high-entropy alloy powder according to the molar ratio: Fe is 16.67mol%, Ni is 16.67mol%, Cr is 16.67mol%, Al is 16.67mol%, Si is 16.66mol%, Cu is 16.66mol% , the total molar ratio is 100%, and electronic scales are used to weigh the powders of various elements.
[0030] 2. Pour into a mortar and grind in the mortar for half an hour to mix well.
[0031] 3. Mix the prepared laser cladding powder, 92% and 8% ethanol to form a paste or paste, and then coat it on the surface of 42CrMo steel with a preset layer thickness of 1 mm. After air-drying, laser cladding is performed.
[0032] 4. Laser cladding process parameters are: laser power 1550KW, spot diameter 0.8mm, scanning speed 180mm / min, defocusing distance 0mm, protective gas argon, gas flow rate 25L / min.
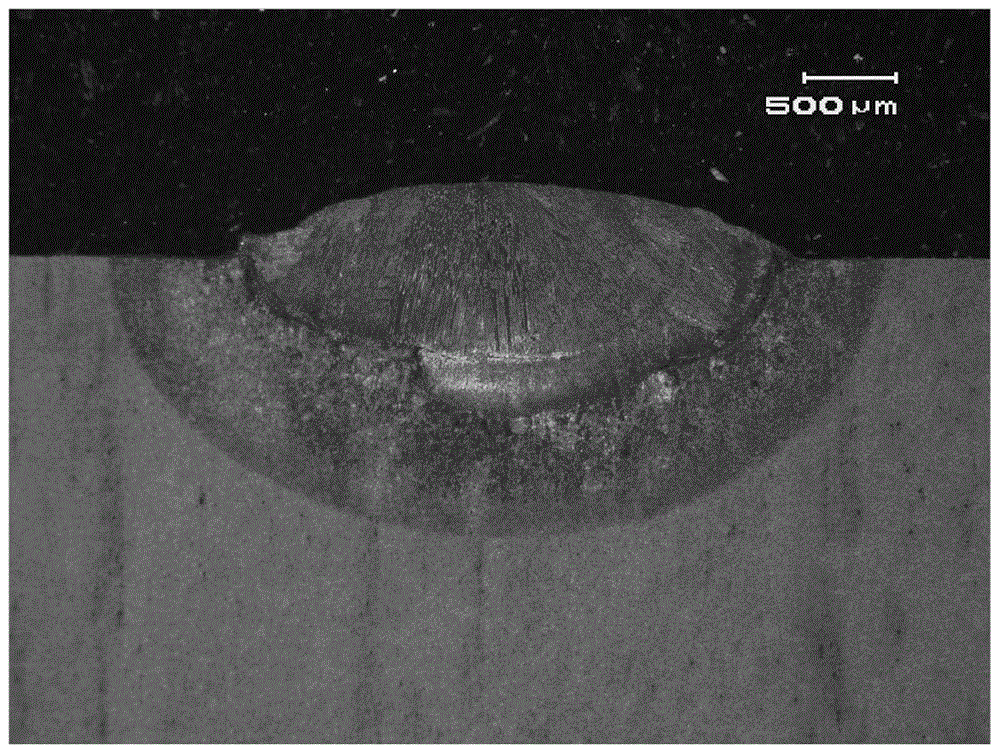
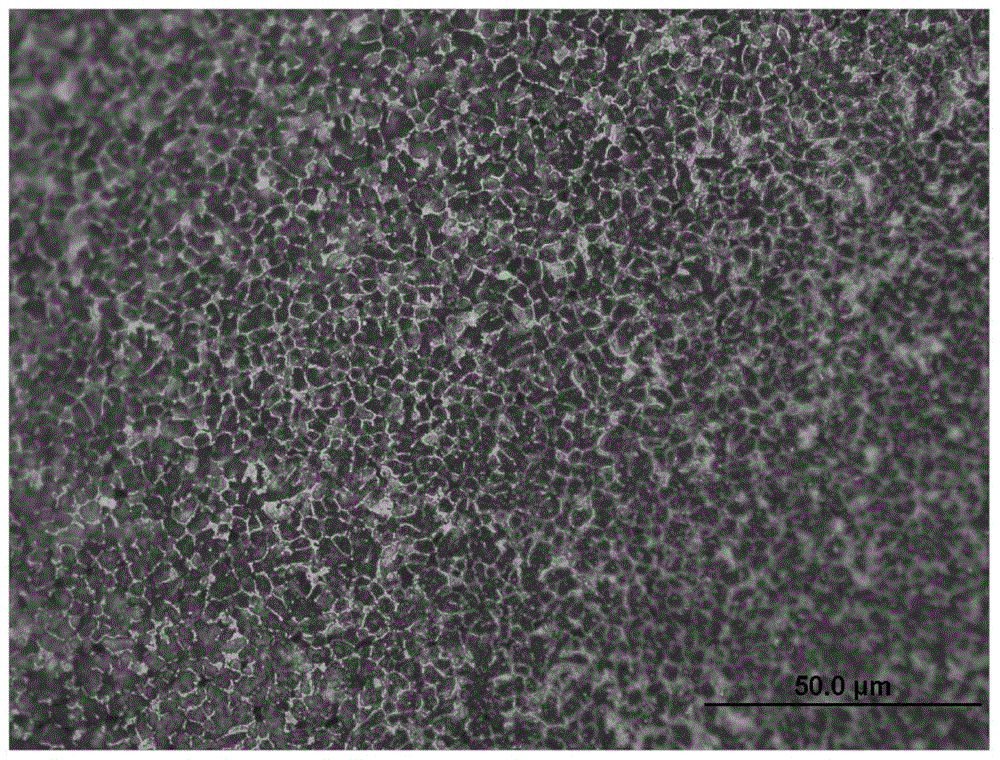
[0033] 5. After laser cladding, aqua regia was used to corrode, and the metallographic photos of the cladding layer were obtained.
[0034] The microhardness of the cladding ...
Embodiment example 2
[0039] 1. Mix the prepared laser cladding powder, 95% and 5% ethanol into a paste or paste, and then coat it on the surface of 42CrMo steel with a preset layer thickness of 2 mm. After air drying, perform laser cladding.
[0040] 2. Laser cladding process parameters are: laser power 1650KW, spot diameter 1.0mm, scanning speed 200mm / min, defocusing distance 0mm, protective gas helium, gas flow rate 20L / min.
[0041] 3. Use the same performance test, the results are shown in the table below:
[0042]
Embodiment example 3
[0044] 1. Mix the prepared laser cladding powder, 94% and 6% ethanol into a paste or paste, and then coat it on the surface of 42CrMo steel with a preset layer thickness of 1.5mm. After air-drying, laser cladding is performed.
[0045] 2. Laser cladding process parameters are: laser power 1620KW, spot diameter 0.9mm, scanning speed 180mm / min, defocusing distance 0mm, protective gas argon, gas flow rate 22L / min.
[0046] 3. Use the same performance test, the results are shown in the table below:
[0047]
[0048]
PUM
| Property | Measurement | Unit |
|---|---|---|
| purity | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
| particle diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com