Separation method for phenol compounds and nitrogen-containing compounds in coal tar
A technology of phenolic compounds and nitrogen compounds, which is applied in tar processing by heat treatment, tar processing by chemical extraction, and tar processing by selective solvent extraction, etc., can solve the problem of consuming large acid-base solutions, polluting the environment, increasing hydrogen Consumption and other issues, to achieve the effect of low equipment investment and operating costs, simple process flow, and lower production costs
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

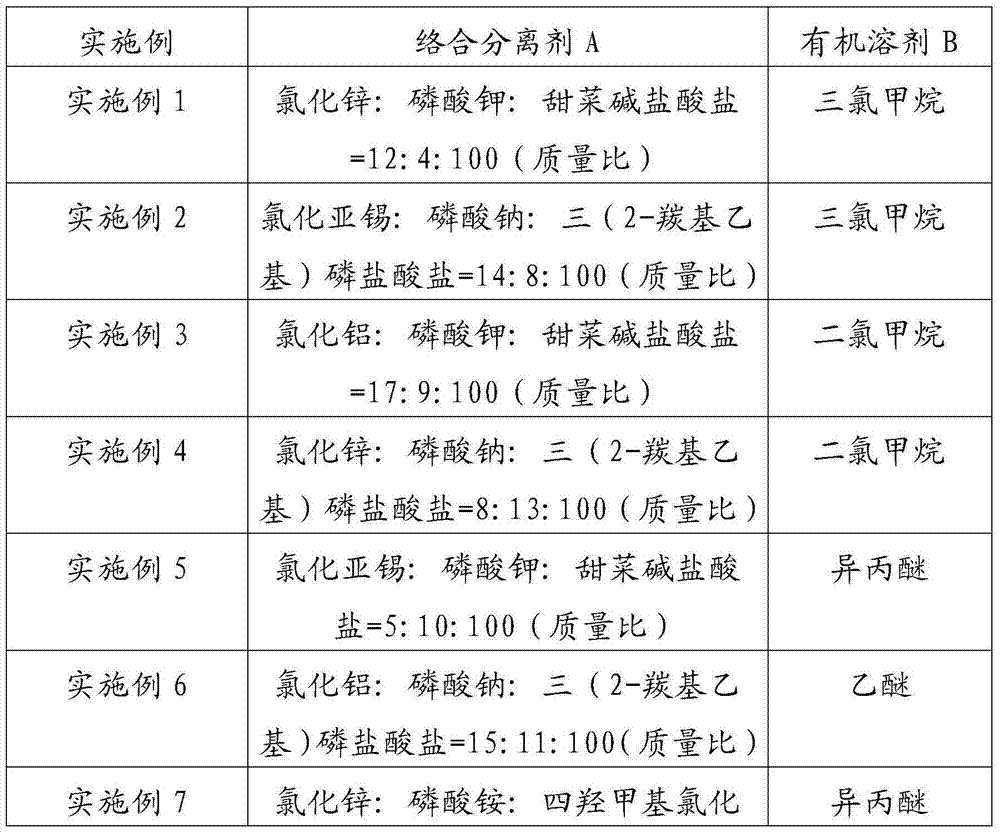

Examples
Embodiment 1
[0028] The process conditions described in this example are: at 10°C, add complexing and separating agent A to coal tar (coal tar comes from Wuhan Iron and Steel Coking Plant, distillation range: 170-230°C), the mass ratio of the two is 1:10, After stirring for 50 minutes, it was left to stand for 8 minutes to measure the phenolic content and nitrogen content of the separated coal tar. The separation efficiency of phenolic compounds was 81.2%, and the separation efficiency of nitrogenous compounds was 71.1%. The obtained complex was heated at 200°C for 1 hour to selectively separate nitrogen-containing compounds. According to elemental analysis, the separation efficiency of nitrogen-containing compounds was 82.7%.
[0029] Add 300g of organic solvent B to the complex after the nitrogen-containing compound is separated, stir at 40°C for 20 minutes, then let it stand for 10 minutes, and recover the complexing and separating agent A through a bag filter. After the above process w...
Embodiment 2
[0032] The process conditions described in this example are: at 60°C, add complexing and separating agent A to coal tar (coal tar comes from Wuhan Iron and Steel Coking Plant, distillation range: 170-230°C), the mass ratio of the two is 1:10, After stirring for 20 minutes, let it stand for 8 minutes to measure the phenolic content and nitrogen content of the separated coal tar. The separation efficiency of phenolic compounds was 79.7%, and the separation efficiency of nitrogenous compounds was 70.4%. The obtained complex was heated at 140°C for 0.2h to selectively separate nitrogen-containing compounds. According to elemental analysis, the separation efficiency of nitrogen-containing compounds was 81.4%.
[0033] Add 300g of organic solvent B to the complex after the nitrogen-containing compound is separated, stir at 60°C for 1 min, then let it stand for 10 min, and recover the complexing and separating agent A through a bag filter. After the above process was repeated for 5 c...
Embodiment 3
[0035] The process conditions described in this example are: at 40°C, add complexing and separating agent A to coal tar (coal tar comes from Wuhan Iron and Steel Coking Plant, distillation range: 170-230°C), the mass ratio of the two is 0.8:10, Stir for 8 minutes and then stand for 8 minutes to measure the phenolic content and nitrogen content of the separated coal tar. The separation efficiency of phenolic compounds is 68.6%, and the separation efficiency of nitrogenous compounds is 64.4%. The obtained complex was heated at 110°C for 1 hour to selectively separate nitrogen-containing compounds. According to elemental analysis, the separation efficiency of nitrogen-containing compounds was 57.4%.
[0036] Add 300g of organic solvent B to the complex after the nitrogen-containing compound is separated, stir at 10°C for 30 minutes, then let it stand for 10 minutes, and recover the complexing and separating agent A through a bag filter. After the above process was repeated for 5 ...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com