
Patsnap Eureka
For R&D, Patsnap Eureka makes reading and utilizing patents & technical documents easy.
Patsnap Eureka AIR
Designed for self-driven R&D workflows. Generate viable solutions, solve complex R&D challenges, empower your innovation with AI.

Patsnap Eureka Materials
Designed for material experts only. Revolutionize your material R&D, from search, analyze, to developing new materials.

TechResearch
Generate reliable direction feasibility study reports for your R&D in just a few steps.

TechSeek
Discover and master advanced knowledge NOW. Basics, ideas, possibilities, all at once.

TechMind
As an expert in R&D Theories, TechMind can generates customized viable solutions instantly.

TechRisk
Analyze your overall solution with one click, know your potential R&D risks in advance.

TechMonitor
Get weekly tech updates, stay abreast of the latest tech innovations and key insights.
A Welding Method for Reducing Porosity in Fusion Welding of Die Casting Magnesium Alloy
A welding method and fusion welding technology, applied in welding/welding/cutting items, welding equipment, welding medium, etc., can solve the problem of less research on porosity reduction/elimination measures, and achieve low implementation cost, improved welding quality, and convenient operation. Effect
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment 1
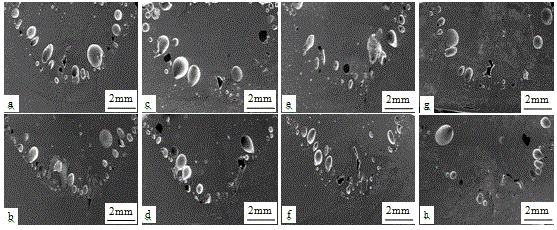
[0025] Embodiment 1: Based on the above specific implementation method, the welding wire material selected is an extruded AZ61 magnesium alloy for welding. The specific composition of the welding wire is as follows: Al6.45%, Zn0.80%, Si0.07%, Mn0.24%, and the balance is Mg. Two weld cross-sections obtained by intercepting typical parts of the weld after welding are shown in figure 2 As shown in (a) and (b), there are more bubbles and poor welding quality.
Embodiment 2
[0026] Example 2: Based on the above specific implementation method, the selected welding wire material is an extruded AZ61 magnesium alloy, mixed with a small amount of neodymium-rich rare earth elements, and the specific components of the welding wire are taken in the following mass percentages: Al6.37%, Zn0.7 %, Si0.04%, Mn0.15%, Nd1.00%, La0.2%, and the balance is Mg. Two weld cross-sections obtained by intercepting typical parts of the weld after welding are shown in figure 2 As shown in (c) and (d), the porosity is reduced relative to (a) and (b), and the welding quality is improved.
Embodiment 3
[0027] Example 3: Based on the above specific implementation method, the selected welding wire material is an extruded AZ61 magnesium alloy mixed with a small amount of neodymium-rich rare earth elements. The specific components of the welding wire are the following mass percentages: Al6.26%, Zn0.73 %, Si0.06%, Mn0.26%, Nd2.00%, La0.4%, and the balance is Mg. Two weld cross-sections obtained by intercepting typical parts of the weld after welding are shown in figure 2 As shown in (e) and (f), the porosity is reduced again relative to figures (c) and (d), and the welding quality is further improved.
PUM
| Property | Measurement | Unit |
|---|---|---|
| diameter | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D Engineer
- R&D Manager
- IP Professional
- Industry Leading Data Capabilities
- Powerful AI technology
- Patent DNA Extraction
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2024 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com