Thick steel plate with low carbon equivalent and excellent welding heat affected zone toughness and manufacturing method of same
A welding heat-affected zone and carbon equivalent technology, which is applied in the field of iron and steel metallurgy and steel materials, can solve the problems of large titanium oxide inclusions, reducing the impact toughness of the base metal and the welding heat-affected zone, and being difficult to disperse and distribute.
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image

Examples
Embodiment Construction
[0077] The present invention will be further described below in conjunction with embodiment.
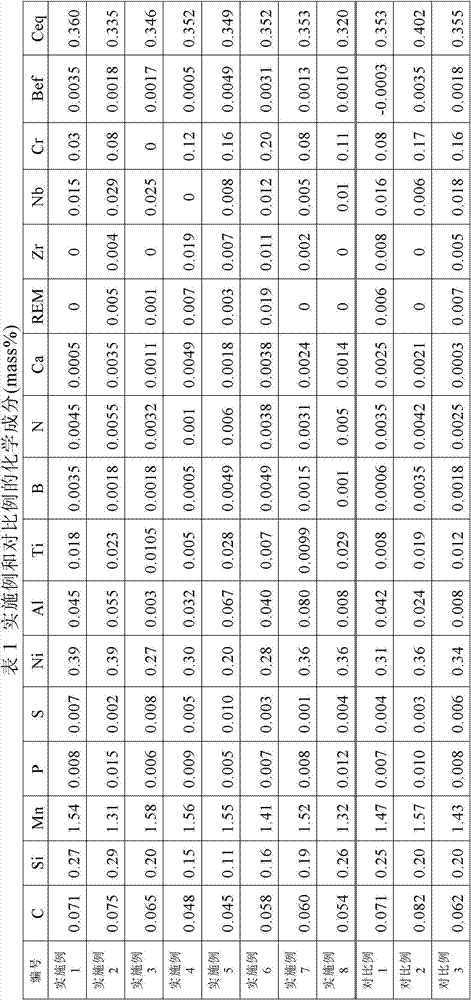
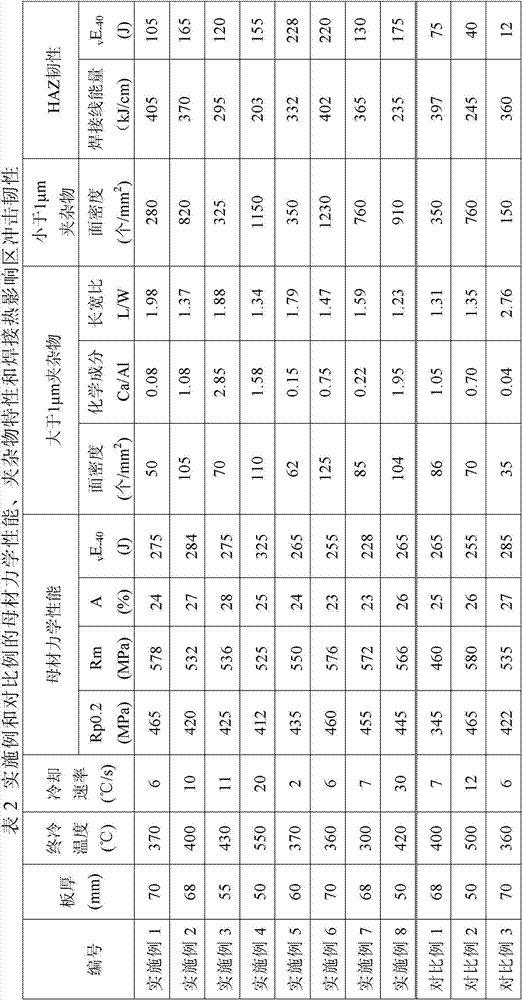
[0078] Table 1 is the chemical composition (mass%) of the embodiments of the present invention and comparative examples, B ef and C eq . Table 2 shows the mechanical properties, inclusion properties and impact toughness of the welded heat-affected zone of the examples and comparative examples of the present invention. After smelting, refining and continuous casting, the chemical composition of the slab is shown in Table 1. Then the billet is heated to 1050-1250°C, the initial rolling temperature is 1000-1150°C, and the cumulative reduction rate is 50%; the finish rolling temperature is 700-850°C, and the cumulative reduction rate is 53-67%; Then water-cool at a cooling rate of 2-30°C / s to a final cooling temperature of 300-550°C.
[0079] Gas-electric vertical welding is used to weld steel plates with different thicknesses one by one, and the welding line energy is 200-400kJ / cm. ...
PUM
| Property | Measurement | Unit |
|---|---|---|
| Tensile strength | aaaaa | aaaaa |
| Impact energy | aaaaa | aaaaa |
| Thickness | aaaaa | aaaaa |
Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com