Method and device for controlling cooling speed of core assembling casting
A technology of cooling speed and control method, which is applied to casting molding equipment, casting molds, cores, etc., can solve the problems of poor thermal conductivity of sand molds, slow cooling speed of castings, small heat storage, etc., and achieve the effect of ensuring internal quality
- Summary
- Abstract
- Description
- Claims
- Application Information
AI Technical Summary
Problems solved by technology
Method used
Image


Examples
Embodiment Construction
[0023] Below in conjunction with accompanying drawing and embodiment example, the present invention will be further described:
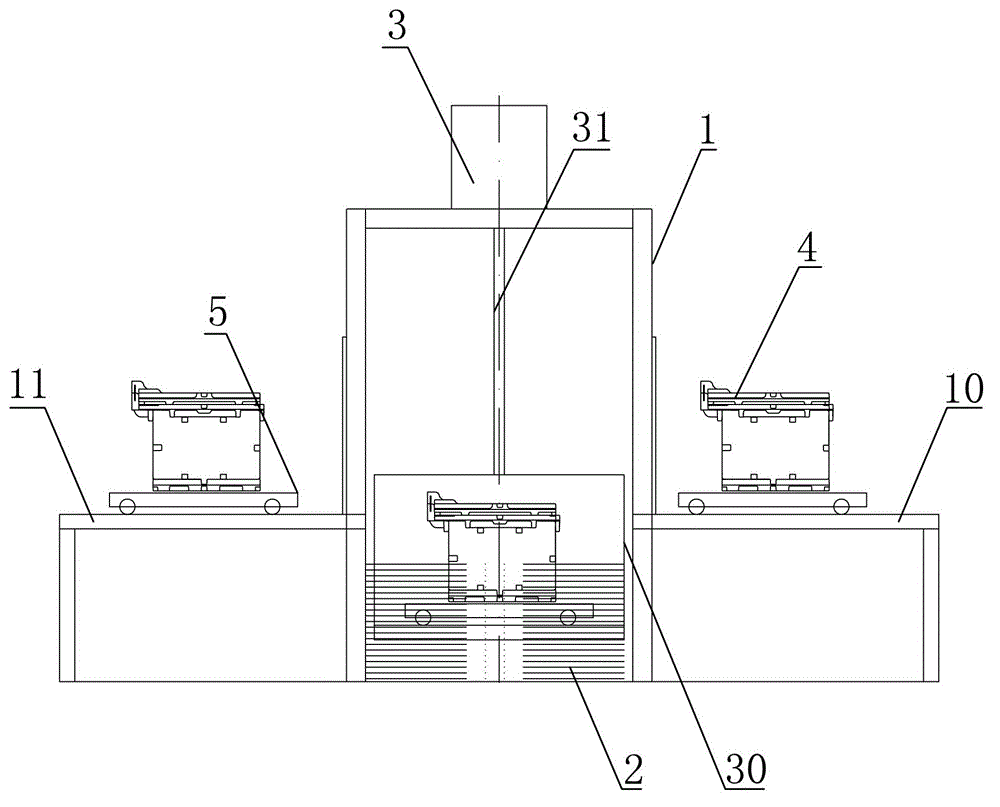
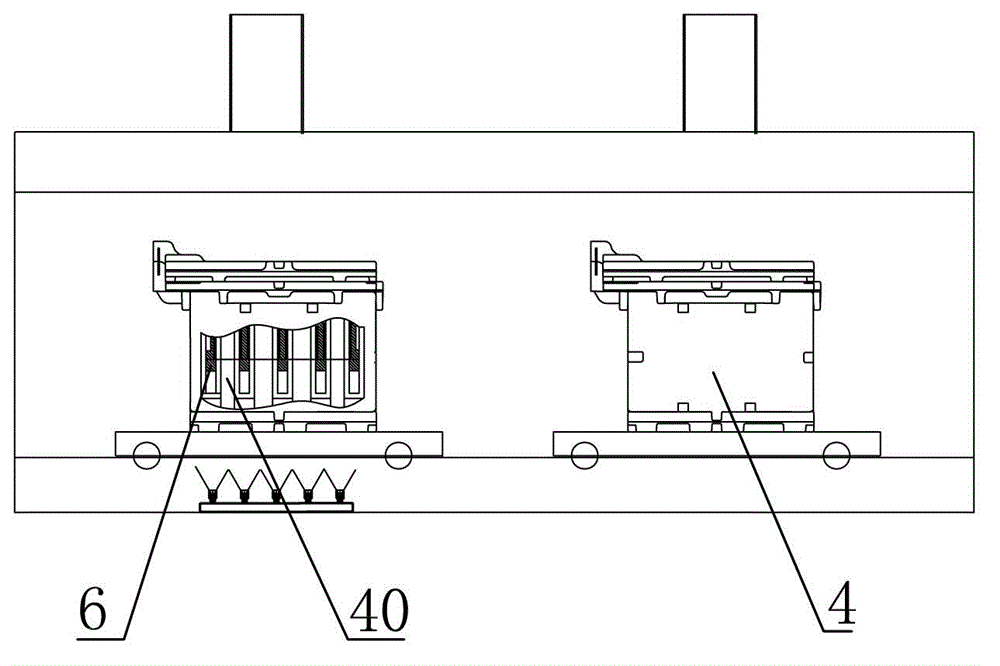
[0024] The invention discloses a method for controlling the cooling rate of core group casting. The molten metal is poured into the sand mold 4, and the poured sand mold 4 is put into immediate water, so that the castings inside the sand mold 4 are cooled and solidified in the water. Water passes through the tiny pores between the thick sand grains of the sand mold 4, erodes the surface of the core cavity, and after contacting the high-temperature molten metal, vaporization occurs, and the vaporized medium directly contacts the alloy solution, thereby taking away the latent heat of crystallization through a high cooling rate , Through heat exchange, the solidification and cooling speed of the casting is accelerated, and the casting obtains a finer grain structure. In this way, the heat of the sand mold 4 and the lower part of the casting is taken awa...
PUM
 Login to View More
Login to View More Abstract
Description
Claims
Application Information
 Login to View More
Login to View More - R&D
- Intellectual Property
- Life Sciences
- Materials
- Tech Scout
- Unparalleled Data Quality
- Higher Quality Content
- 60% Fewer Hallucinations
Browse by: Latest US Patents, China's latest patents, Technical Efficacy Thesaurus, Application Domain, Technology Topic, Popular Technical Reports.
© 2025 PatSnap. All rights reserved.Legal|Privacy policy|Modern Slavery Act Transparency Statement|Sitemap|About US| Contact US: help@patsnap.com